

Зажим массы
Для правильной работы электрической цепи свариваемые детали должны быть надежно соединены с массой. Только в этом случае получится качественный шов, а сварщик будет защищен от поражения током. Функцию контакта при этом призван выполнять зажим массы. Штатные аксессуары не всегда соответствуют поставленным задачам, поэтому опытные мастера стараются подобрать оборудование самостоятельно. Важнейшими характеристиками электрических зажимов являются:
- максимальная сила пропускаемого тока;
- достаточная плотность контакта;
- способность удерживать вес кабеля;
- угол раскрытия клеммы.
Как не купить низкокачественный?
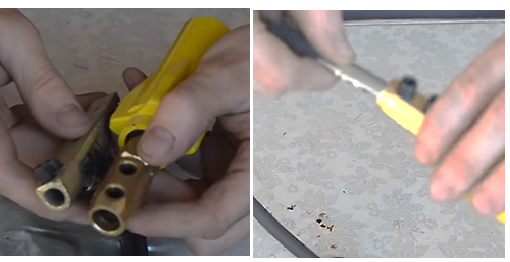
Недобросовестные производители делают губки держака для сварки из стали и покрывают их медью. Внешне отличить детали сложно, особенно если человек не обладает специальными знаниями. Самый простой способ проверить, взять с собой в магазин магнит. Он прилипает к черным металлам и не магнитится к меди.
К сварочному держателю прилагается инструкция, в которой описание устройства, его техническая характеристика. На качественный товар производитель дает гарантийный срок.
На корпусе имеется маркировка. Она включает в себя фирменный знак производителя, клеймо, подтверждающее качество, дату изготовления, а также ГОСТ, которому соответствует данное изделие. Хороший держатель имеет все необходимые документы и значения на корпусе.
Не стоит экономить на держаке и покупать дешевый, или на рынке. Такая экономия приведет к лишним расходам. Устройство быстро выйдет из строя и придется покупать новое. В первую очередь начнут подгорать губки. Невозможно сделать ровный шов, если электрод шатается, выпадает. Изолирующие детали из материала низкого качества будут лопаться и отваливаться.
Обзор популярных моделей
Среди большого разнообразия моделей электрододержателей и брендов наибольшей популярностью у сварщиков пользуются следующие производители и марки.
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.

Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.

Электрододержатели Esab
Электрододержатель Esab от лидера на рынке сварочного оборудования обеспечивает идеальный подвод тока и прочное закрепление электрода.
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
Eco Handy 300
Электрододержатели Eco Handy 300 ЭСАБ предназначены для использования со всеми видами сварочного тока при выполнении наплавки и ручной дуговой сварки. Номинальный ток нагрузки – 300 А.

Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
CONFOT 200 ESAB
Электрододержатели (electrode holder) Esab Confort 200 имеют рычажную конструкцию. Применяются для фиксации стержней, манипулирования при работе и токопередачи.
Устройство предназначено для работы с номинальной нагрузкой по току 200 А. Подходят для сварки и наплавки с использованием любого источника тока.
Державка имеет прочную конструкцию. Состоит из мощного рычажного механизма, плотно прижимающего электрод. Контактные поверхности защищены от коррозии. Материал исключает образование пригара и выгорания контактов.
Для подключения применяется сварочный кабель сечением 35 мм² и винтовой фиксатор. Для изготовления съемной ручки использован изолирующий пластик.
ESAB PRIMA
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.

Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
СИБРТЕХ ЭД
Электрододержатель СИБРТЕХ ЭД-500 А предназначен для сварочных операций всех степеней сложности. Он прост в применении и крепко держит электрод. Устройство отличается прочностью и надежностью в работе.
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.
В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.

Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
Держатель электродов для сварочного аппарата. Учитываем все тонкости

Редко когда серьезный инженерно-строительный процесс обходится без сварочных работ. При этом сварка, выполняемая хоть профессиональными мастерами, хоть бытовыми любителями должна, безусловно, носить безопасный характер при оптимальном удобстве и простоте её выполнения. Залогом комфорта в работе станет хороший держатель электродов для сварочного аппарата.
Суть использования данного инструмента состоит в том, что он осуществляет закрепление рабочего электрода, подведение к нему сварочного тока и полностью подконтрольное управление электродом в процессе сварки. Отсюда вытекают обязательные требования, которым непременно должен соответствовать держатель:
- уверенная и надежная фиксация электродов любых диаметров и в различных положениях;
- хороший электрический контакт;
- долговечность использования;
- удобство хвата в руке без применения мастером дополнительных усилий.
Эволюция сварочных работ и необходимых для их проведения атрибутов коснулась и держателей, которые постоянно совершенствовались и модифицировались, расширяя данную категорию инструментов различными конструкциями.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.








 Электрод крепится между губками при нажатии на рукоятку
Электрод крепится между губками при нажатии на рукоятку
Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.
 Вилку-трезубец можно изготовить самостоятельно
Вилку-трезубец можно изготовить самостоятельно
Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.
 Винтовой электродержатель обеспечивает надежный контакт
Винтовой электродержатель обеспечивает надежный контакт
Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.
 Цанговый держатель используется при аргонодуговой сварке
Цанговый держатель используется при аргонодуговой сварке
Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
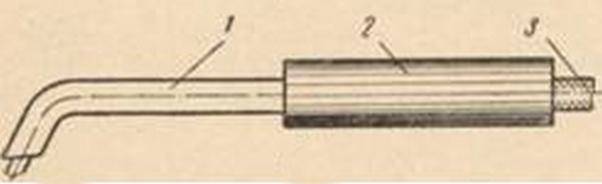 Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
Теперь еще о дополнении к инверторам
Это источники автономного питания. Если провести небольшой обзор сварочных генераторов, производители презентует свои изделия как генератор, источник автономного питания, электростанция, пусть название не смущает – это одно и тоже. Автономные источники питания подразделяются на типы по двигателю: бензиновый; дизельный; или газогенератор. Которые, в свою очередь делятся по мощности и по типу охлаждения – с воздушным охлаждением; жидкостным и смешанным. Теперь необходимо понять, как это использовать.
Если с двигателем и топливом понятно, то по типу охлаждения стоит остановиться, как правило, двигатели с воздушным охлаждением рассчитаны на непродолжительное время работы, особенно при максимальной мощности и после непродолжительного времени работы, требуют отдыха для охлаждения. Двигатели с жидкостным охлаждением предназначены для продолжительной работы и их работа ограничивается только ресурсам топлива при номинальной мощности использования. Двигатели на газовом топливе самые экономичные, но и самые дорогие, немногим дешевле дизельные, самые дешевые и распространённые – бензиновые 2х или 4х – тактные одноцилиндровые, реже двухцилиндровые.
Так какой же генератор подобрать для сварки? Дело в том, что указанная мощность генератора и сварки не совпадает, а именно, трансформатор использует активную токовую нагрузку в виде дуги и низкое напряжение, у генераторов мощность рассчитывается обычным способом, постоянное напряжение умножается на ток. Так – как генератор вырабатывает стабильное напряжение, то резкие пусковые скачки или колебания напряжения при разрыве дуги воспринимаются защитой генератора как неисправность сети и происходит отключение. Особенно это актуально при современных малогабаритных инверторах. По этой причине, если планируется использование генератора и для сварки, то необходимо подбирать его мощность на 10-15 % больше, чем указано на инверторе. Давать точные таблицы и рекомендации дело не благодарное, т.к. каждый аппарат индивидуален. Если же есть необходимость приобретения раздельных агрегатов, то лучше всего не полениться. взять инвертор с собой в магазин и испытать его при покупке, подобрав «правильный» генератор который будет нормально работать с ним в паре.
Совмещенные генераторы
Для того чтобы избежать подобных проблем были разработаны двойные или совмещенные генераторы и инверторы. Такие машины отличаются уже подобранными характеристиками и при приобретении можно точно ориентироваться на указанные параметры и мощность. Кроме того, генератор можно использовать кроме сварки для других потребителей электроэнергии
Внимание! производители предупреждают, использовать сдвоенный аппарат в режиме сварки обязательно без подсоединения дополнительных источников энергопотребления, особенно электроинструмента, так – как эта нагрузка является реактивной, а совместное использование реактивной и активной нагрузки из одного источника может вывести из строя систему защиты агрегата
Промышленность выпускает большое количество различных по мощности и стоимости автогенераторов приведем один из них:
Аппарат итальянского бренда – генератор сварки Mosa MSG CHOPPER. Генератор обладает одним из лучших характеристик сочетания автономного режима двигателя и характеристик генератора в виде сварочного тока. Генератор позволяет использовать электроды током до 200 А. различного типа: обычные, нержавеющие, с легированными добавками. Рассчитан на продолжительную работу в режиме сварки, и 60% коэффициентом ПНВ (продолжительность непрерывного включения) это значит, что работать аппарат может из 10 минут – 6 работа, 4 отдых, на максимальном токе (в режиме резки).
Ниже приведены характеристики генератора
| Мощность, Р ном, кВт: | 1, 8 |
| Мощность, Рмах, кВт: | 2 |
| Напряжение, UB: | 230 В |
| Число фаз: | 1 |
| Пуск: | ручной |
| Исполнение: | в кожухе |
| Род тока: | постоянный |
| Ток сварки, I ном, А.: | 165 |
| Ток сварки, I мин, А.: | 50 |
| Диаметр электр/пров: | 2, 0 – 3,5 мм |
| Расход топлива при I ном: | 1.5 л/ч |
| Топливный бак, л: | 3 |
| Степень защиты: | IP 23 |
| Уровень шума: | 77 дБ |
| Тип двигателя | Бензин |
| Производитель: | MOSA |
| Охлаждение: | воздушное |
| Частота вращения двигателя об/мин: | 6000 |
| Размеры (АхБхС) | 570х 300х410 |
| Масса: | 29,5 кг |
| Производитель (бренд): | Италия |
| Гарантия: | 1 год. |
| Цена: | 138 739 руб. |
Внимание покупателей подшипниковУважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Допустимо ли удлинять
 С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Виды держаков
Основные конструкции фиксации электрода в держаках подразделяется на три вида:
- Клещевые – зажим осуществляется подвижной губкой, которая поджимается мощной пружиной;
- Винтовые – фиксация конца электрода осуществляется подвижным контактом, который связан с ручкой устройства резьбовым соединением. При вращении ручки винтовой зажим двигаясь по резьбе плотно зажимает конец рабочей проволоки;
- Безогарковый. Работает такое приспособление по – другому принципу. У него нет зажимов и рабочий элемент не фиксируется механически, а приваривается к торцу стержня при касании. Благодаря такому соединению электрод полностью расходуется при работе. Затем приваривается следующий.
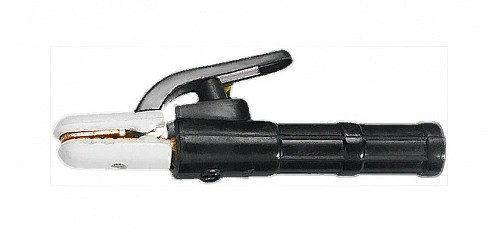
Клещевой держатель

Конструкция клещевого зажима можно понять, посмотрев на рисунок. Подобные изделия производятся различными фирмами-производителями. Подразделяются по мощности, выдерживая ток от 150А до 500А. профессиональные выдерживают от 500 до 700 А. Основное отличие может быть в конструкции зажима верхней губки и обеспечивать надежное крепление электрода под различными углами. Для того чтобы приспособление прослужило долго необходимо обязательно посмотреть материал, из которого изготовлены губки, токовая шина от крепления кабеля наконечника и гильза.
На гильзе, куда вставляется конец кабеля от трансформатора, обязательно должно быть не менее двух резьбовых зажимов. Многие производители в целях экономии ставят стальные омедненные втулки, но лучше всего материал гильзы – это латунь, стальные наконечники нежелательны так – как имеют большое контактное сопротивление с медью кабеля и могут сильно нагреваться. Проверяетс
Зажимать очищенную жилу провода в гильзу можно только после тщательной зачистки всех медных жил, предварительно скрутив из них плотный жгут
Стенки самой гильзы должны быть не менее 1,5 мм. Особое внимание необходимо обратить на зажим кабеля, лучше всего это делать в латунной разрезной гильзе, которая плотно обожмет жилы кабеля, обеспечив надежный контакт, либо с помощью специальной зажимной планки, которая должна поставляться в комплекте с держателем. Зажимная планка должна быть толщиной не менее 2 мм так – как ей необходимо выдерживать большое давление от винтов зажима при прикреплении силового кабеля инвертора или трансформатора
Купить держатель для сварочного аппарата можно у нас на сайте пройдя регистрацию, здесь же можно ознакомиться с другими необходимыми для любого вида ремонта инструментом.
Винтовые зажимы

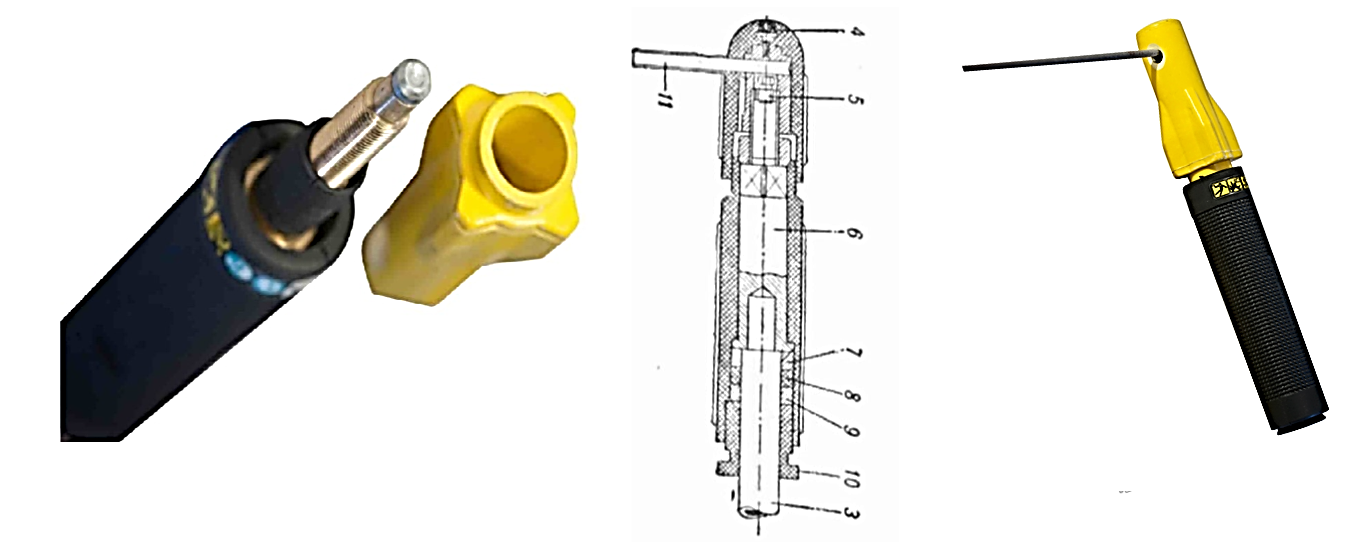
Пытаясь уйти от основного недостатка клещевого держателя – слабой фиксация наконечника в плоскости зажима, что позволяет двигаться электроду и менять свое первоначальное положение, особенно при зажигании или отрыва «прилипшего» электрода. Производителем разработана и выпущена принципиально новая конструкция – винтовой зажим (винтовой держатель). В новой конструкции конец рабочего конца проволки зажимается в круглом гнезде головки при ее вращении. Пазы верхней части держателя через шлицы связаны резьбовым соединением со стержнем, выполненными заодно с гильзой для соединения с кабелем от трансформатора.









При вращении резьбовой зажим зажимает электрод в гнезде. Такая конструкция уменьшает еще один недостаток – это часто ломающийся подводящий силовой провод в месте соединения с гильзой.
Соединение силового кабеля с гильзой
Ещё одно преимущество таких держателей перед клещевыми в том, что токопроводящие элементы прибора полностью защищены изоляцией, удобно лежат в руке. К недостаткам можно отнести всего два угла фиксации стержня 90° и 120°. Но, как говорят пользователи, при необходимости можно легко подогнуть проволоку под любой угол, так как он надежно фиксирован в отверстии головки, этот способ является надежным.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Держатели электродов для сварочного аппарата
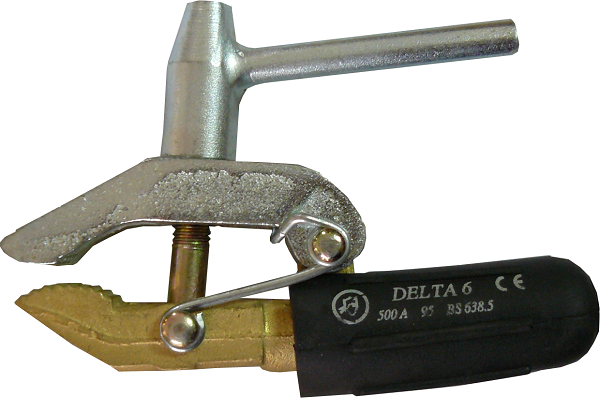
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Сварка трехфазной дугой
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.

Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Основные виды зажимов
Устройство зажимов может быть различным. В сложных ситуациях они ведут себя по-разному. Это неизбежно следует учитывать при покупке.
Крокодил
Сварочные зажимы этого типа имеют мощную пружину и зубья для удобства зацепления. Они устанавливаются и снимаются одним движением руки.
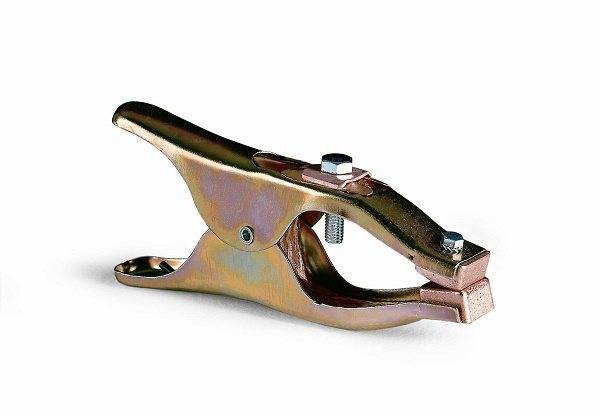
К их достоинствам можно отнести:
- удобство применения;
- легкая адаптация к деталям любой формы;
- высокая степень раскрытия.
Есть у них и недостатки:
- постепенное ослабление пружины;
- не всегда надежный контакт.
Магнитный зажим
Такая конструкция предполагает наличие сильного постоянного магнита и клеммы для подключения кабеля.

Это дает убедительные преимущества:
- простота и долговечность;
- возможность крепления к деталям любой формы и размера;
- применение в труднодоступных местах;
- отсутствие движущихся частей;
- большая площадь контакта.
Но не надо забывать и про недостатки:
- низкая надежность крепления к деталям с малой поверхностью контакта;
- чувствительность к загрязнениям;
- размагничивание при высоких температурах;
- невозможность применения по нержавеющей стали, чугуну и цветным металлам.
Струбцина
Крепление кабеля массы с применением винтового механизма распространено не так широко и чаще всего используется в специальных условиях.

Его достоинства:
- исключительно высокая надежность соединения;
- широкая область контакта.
Недостатки:
- значительные габариты изделия;
- трудоемкость закрепления.
Как выбрать
Выбор инструмента – ответственное занятие, призванное сделать дальнейшую работу безопасной и эффективной и сварочный держатель электродов не исключение. Рассмотрим, что стоит учесть при выборе, какие параметры.








1.Ампераж. Держатель для электродов должен соответствовать силе тока применяемого сварочного оборудования. Так при использовании сварочного инвертора с силой тока в 300А, подключать к нему держатель, рассчитанный не 150А – идея не очень хорошая. Держатель электродов в таком режиме прослужит не более двух дней, так как зажим электрода обгорит и выйдет со строя. Кроме того, использовать держатель с меньшей силой тока просто не безопасно.
При обратной ситуации, когда приобретаются держатели «с запасом», то есть на аппарат в 160А устанавливают держатель на 300А, решение безопасно, но для работы не очень удобно. При большем ампераже, больше габариты и масса держателя (что повлияет на уставаемость сварщика и возможность подлезть в труднодоступные места, см. следующее требование), так как толще изоляция, массивнее литые части, зажим электрода. Поэтому подбирать держатель необходимо исходя из силы сварочного тока.
2. Габариты и вес. Для удобства прибор должен обладать небольшой массой и небольшими габаритами. Лишние граммы никоим образом не скажутся на проведении краткосрочных работ, а вот при длительных процессах, которые требуют внимания и аккуратности, тяжелый агрегат может вызывать дискомфорт и мышечное напряжение. Поэтому выбирая из нескольких моделей с аналогичными техническими характеристиками, следует отдать предпочтение более легкому и компактному.
Габариты и вес сварочных держаков – почувствуйте разницу
3. Часто выполнение работ проводится при неблагоприятных условиях: пыль, грязь, влажность, слишком высокие или низкие температуры. Компенсацией для этих факторов должна выступать высокая надежность электрододержателя. Корпус прибора, чаще всего, производится из пластика с высокими изолирующими свойствами. Что касается зажима, то профессионалы предпочитают литой, поскольку пластинчатые наборные губки более подвержены выходу из строя. Самым надежным вариантом является винтовой прибор, его резьбовая фиксация гарантирует однозначное положение прутка.
4. Известные производители поддерживают свою репутацию, тщательно контролируют качество выпускаемой продукции. Поэтому проверенные бренды пользуются высоким спросом у потребителя. Здесь стоит придерживаться принципа достаточности – недорогой держатель неизвестного производителя не проживет, скорее всего, и месяца на судоверфи при эксплуатации его в две смены, а сварщику любителю его хватит на два-три сезона, а то и на дольше.
5. Напрямую от предыдущего фактора зависит следующий, наиболее важный – стоимость. Цена варьируется в значительных пределах. Дешевые модели по определению не могут отличаться высоким уровнем качества и надежности, продуманностью конструкции, а также они в редких случаях рассчитаны на длительную эксплуатацию. Но недорогой инструмент неплохо подойдет для сварщика-любителя с целью выполнения разовых работ. С другой стороны, для проведения бытовой сварки незачем покупать дорогой аппарат, который необходим для профессиональных и промышленных масштабов.
6. Наибольшим спросом у клиентов пользуются агрегаты, способные фиксировать электроды любых диаметров. Так как подобные приборы являются универсальными и могут применяться при проведении разнообразных работ.
Внимание! Смотрите при покупке на диаметр электродов, для которых сделан держатель, иначе вы рискуете купить, к примеру, рассчитанный на электроды от 6 мм, и варить “двойкой” вы не сможете.





