Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно.
Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
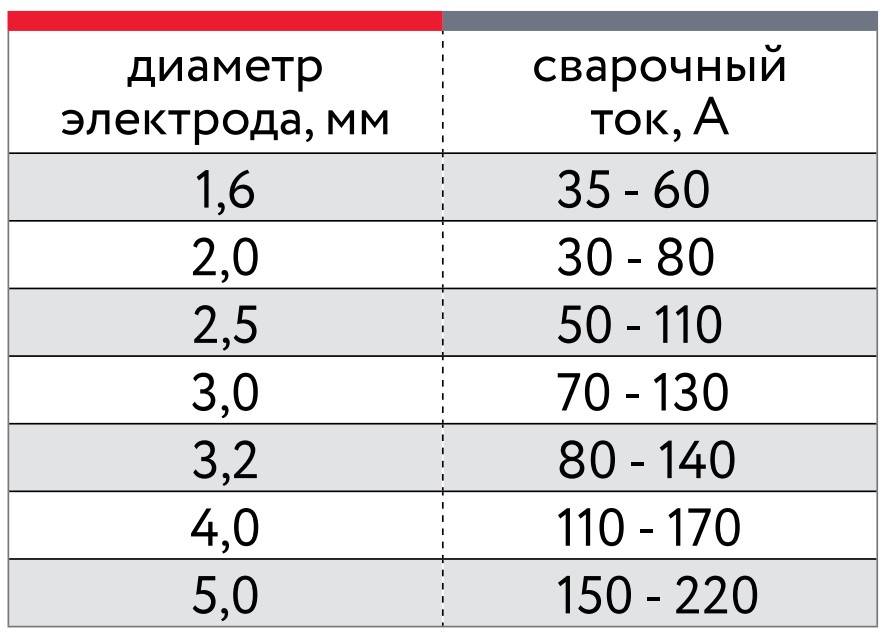
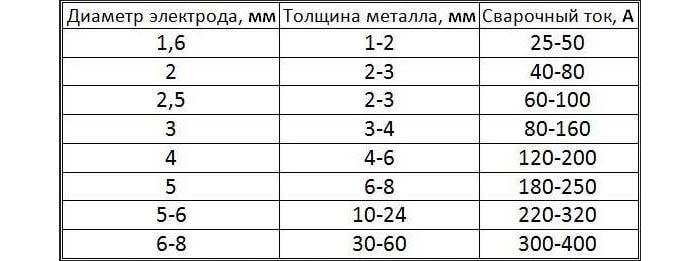
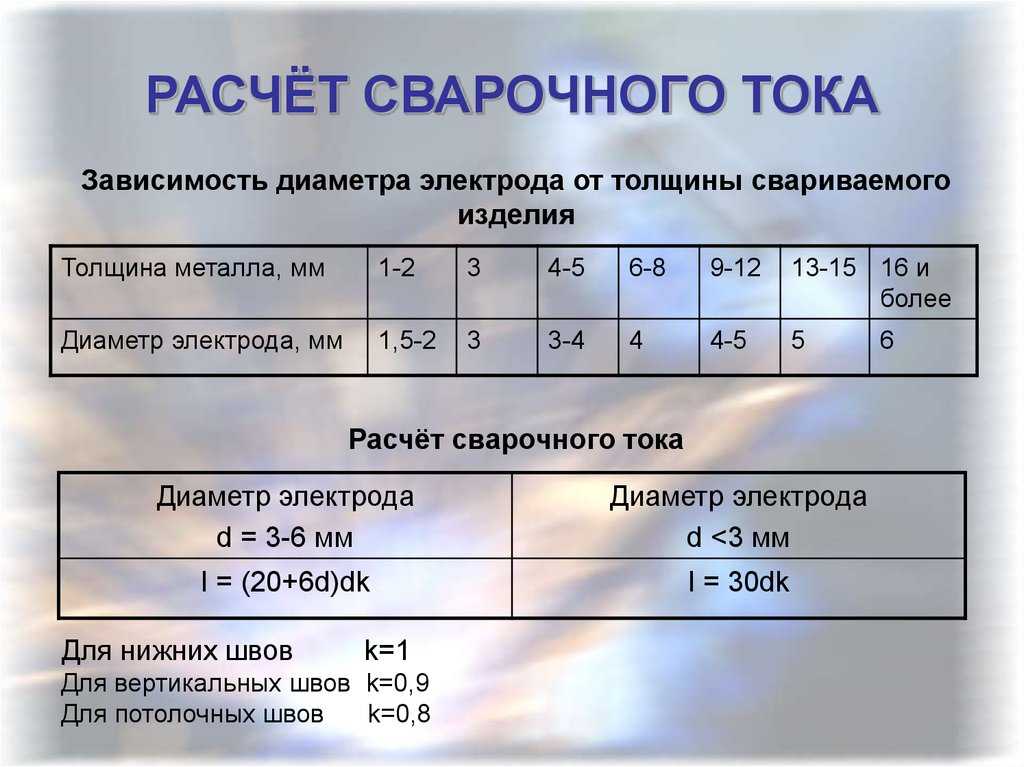
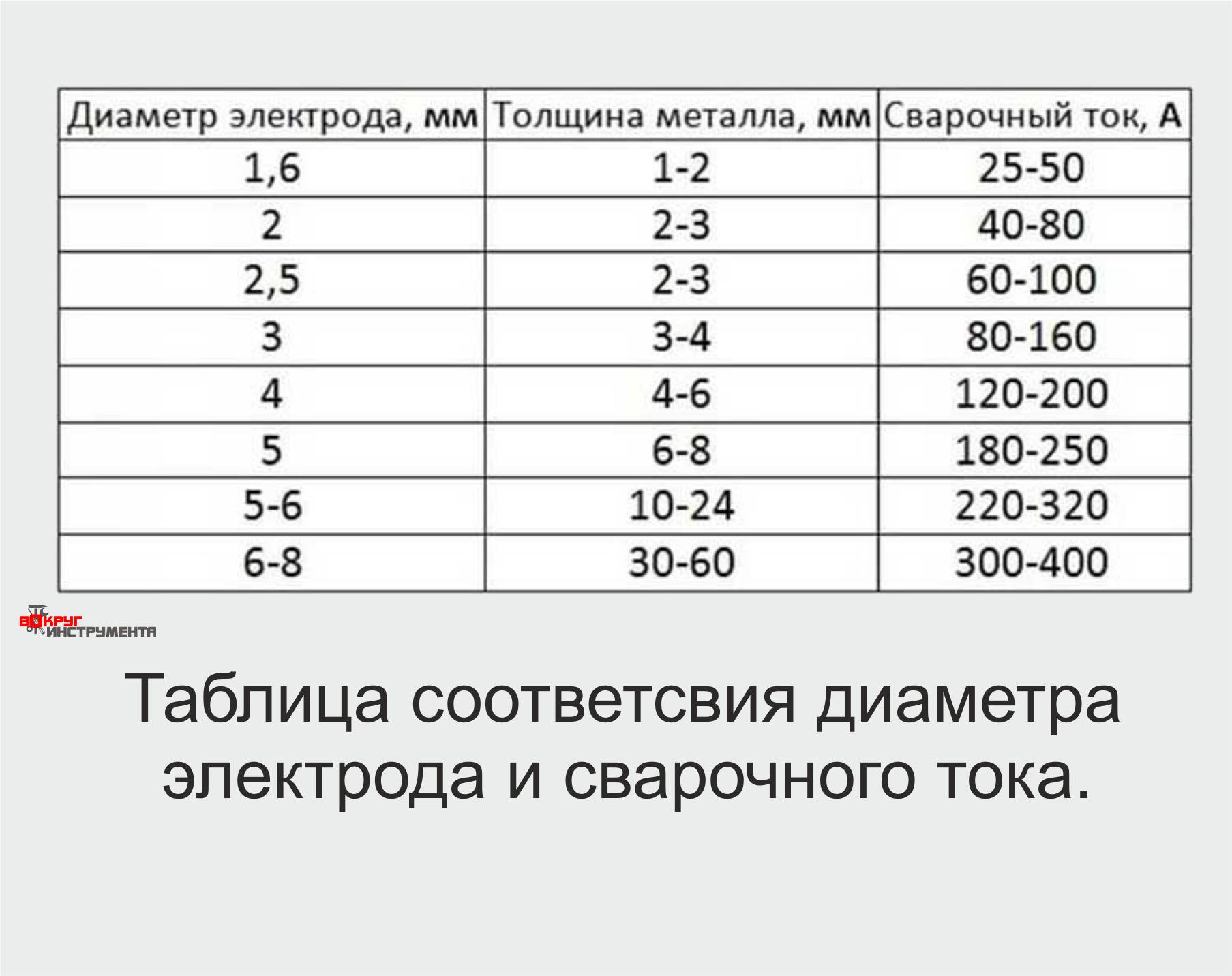
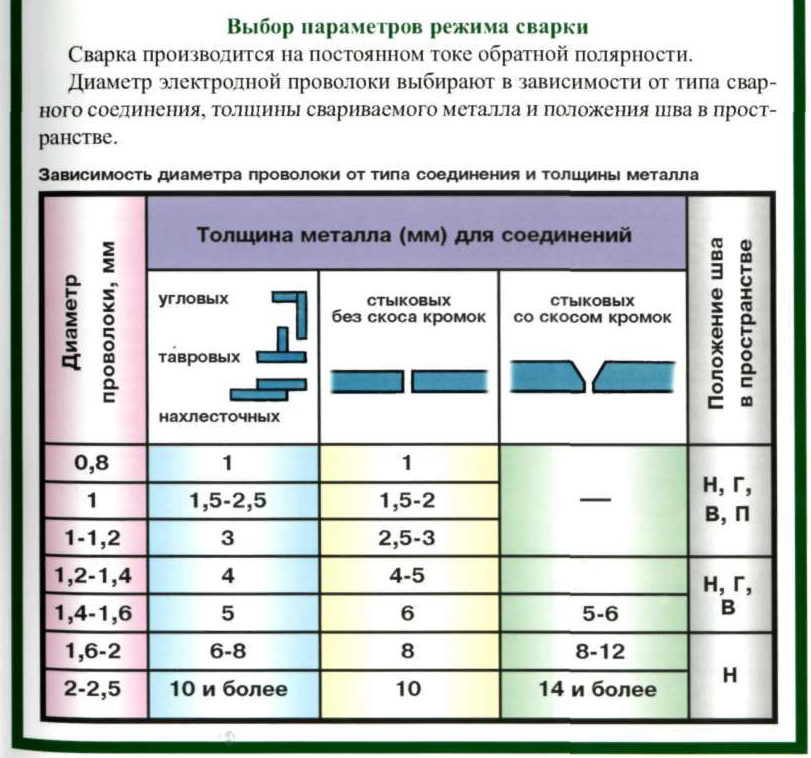
Выбор необходимой силы тока
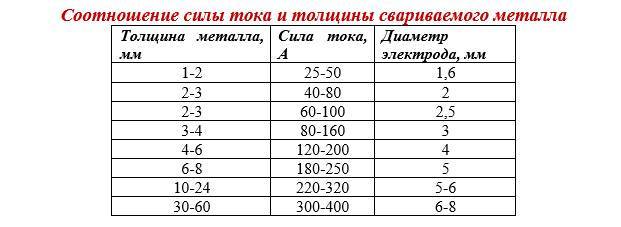
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом
Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной
В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Особенности инверторной сварки
Инверторные сварочные аппараты широко распространены и востребованы как в среде профессионалов, так и у кустарщиков, так и у новичков. Все дело в универсальности характеристик выдаваемого тока (постоянного и переменного), компактности и мобильности оборудования. При этом существуют модели, подключаемые и к двум, и к трем фазам.
Чтобы получить представление о том, какие преимущества дает сварка с данным типом аппарата, прежде всего нужно знать, что такое сварочные электроды для инвертора, как выбрать необходимую их модификацию для конкретного случая применения. Универсальность технологии позволяет использовать любые виды электродов с покрытием. Однако для различных условий требуются определенные типы покрытия, диаметр и характеристики тока.
В целом, новички предпочитают инверторную сварку аналогам с выпрямителями или трансформаторами по причине доступности технологии, понятности и быстроты освоения техники, кустарей – привлекает доступность широкого спектра разнообразных сварочных работ, профессионалы – отдают предпочтение в силу надежности, стабильности и долговечности соединительного шва.

Сварка инверторным аппаратом Источник vyborok.com
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Сварочный электрод какой фирмы выбрать?
Изделия как зарубежных, так и российских фирм показывают высокие характеристики. Наиболее распространены марки сварочных электродов, имеющие большое количество положительных отзывов среди профессиональных и начинающих сварщиков. Самые популярные фирмы, производящие электроды с основным и рутиловым покрытием:
- УОНИ. Продукт УОНИ 13/55 имеет основное покрытие, отличается доступной ценой, обеспечивает надежный шов. Кроме того, оно доступно и популярно, поэтому его легко приобрести в любом соответствующем магазине.
- Kobelco. Изделия этой фирмы также имеют основное покрытие, нуждаются в предварительной прокалке, для удаления лишней влаги. Подходят для сварки труб и серьезных конструкций.
- ESAB-SVEL. Оборудование данной фирмы не нуждается в серьезной прокалке, так как не имеет высокой чувствительности к влаге. Работа может производиться при минимальном токе, что позволяет работать с тонкостенной сталью.
- Lincoln Electric. Электроды этой фирмы недорогие, отличаются быстрым розжигом, образуют шов высокой прочности.
- ОЗЛ-8. Электроды для сварки нержавеющей стали, а также металла с содержанием хрома и никеля. Отличаются высокой стоимостью.
- Resanta МР-3. При отсыревании этого изделия потребуется продолжительная прокалка при средней температуре, иначе качество шва заметно упадет.
Кроме популярных марок электродов, существует многообразие сварочных элементов, имеющих узкую область применения и не использующихся в быту.
В целом же, стоит отметить, что качество образуемого шва, скорость процесса, безопасность и комфорт работы зависят от параметров и характеристик выбранных сварочных электродов. Надежное оборудование гарантирует надежный результат работы, именно поэтому необходимо подбирать его тщательно и ответственно.
Основные критерии выбора
Сложности, возникающие при выборе, связаны с появлением большого количества различных вариантов электродов. При поиске наиболее подходящего электрода следует учесть их разделение на две основные группы:
- Плавящиеся.
- Неплавящиеся.
 Первый тип изделия представлен стержнем различного диаметра с обмазкой, изготавливаемой их специальной смеси. За счет применения особого состава обмазки создаваемая дуга лучше себя ведет на момент сварки. Именно поэтому плавящиеся электроды зачастую выбирают для аппарата, применяемого при ручной дуговой сварке.
Первый тип изделия представлен стержнем различного диаметра с обмазкой, изготавливаемой их специальной смеси. За счет применения особого состава обмазки создаваемая дуга лучше себя ведет на момент сварки. Именно поэтому плавящиеся электроды зачастую выбирают для аппарата, применяемого при ручной дуговой сварке.
Неплавящиеся — сегодня менее распространены, так как предназначены для проведения сварочных работ в специальной среде. Новичок не сможет подобрать их правильно, так как они обладают большим количеством особенностей.
Рассматривая, как выбрать сварочные электроды для инвертора, отметим следующие моменты:
- Стержень для передачи электричества и стабилизации дуги подбирается к каждому материалу с учетом его химического состава.
- Для соединения изделий, которые изготовлены из низкоуглеродистой или низколегированной стали, применяются углеродные электроды.
- Если соединяемые изделия изготавливаются из легированных сталей, то во время сварочных работ применяются электроды марок МР-3, АНО-21, LB-52U и другие.
- Лучшие электроды для инверторной сварки других типов металла считаются те, при изготовлении которых применяется сердечник из легированных сталей, к примеру, ЦЛ-11.
- Метод сварки может использоваться для соединения элементов, изготавливаемых из чугуна. В этом случае применяются электроды ОЗЧ-2.
Классификация стальных покрытых электродов для ручной дуговой сварки
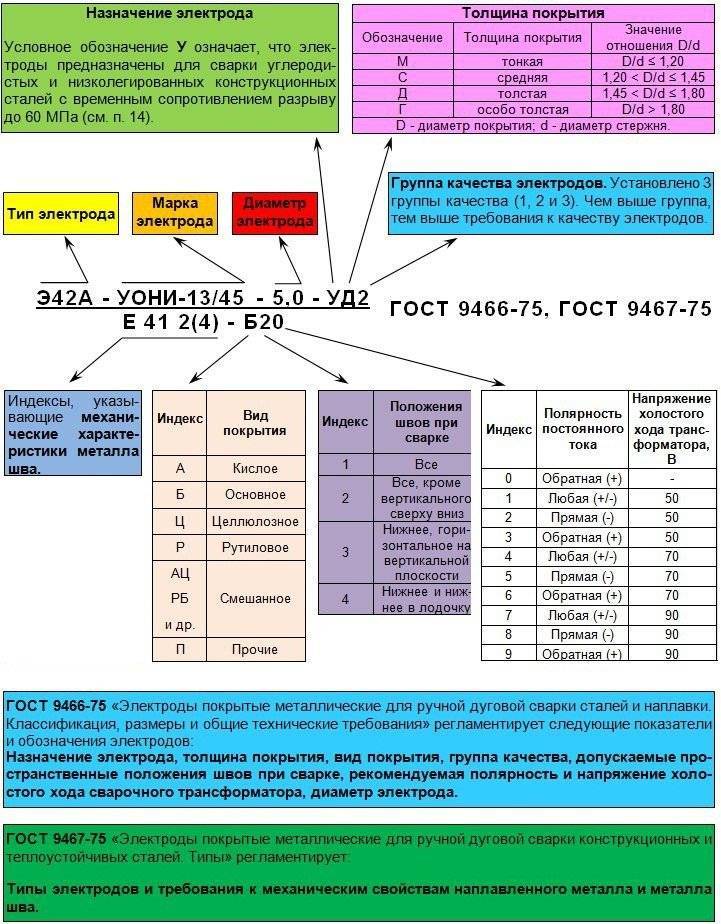
Классификация покрытых электродов, в зависимости от их назначения
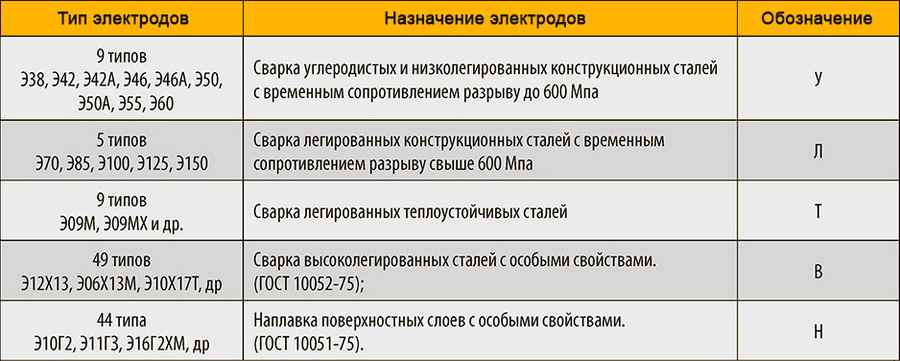
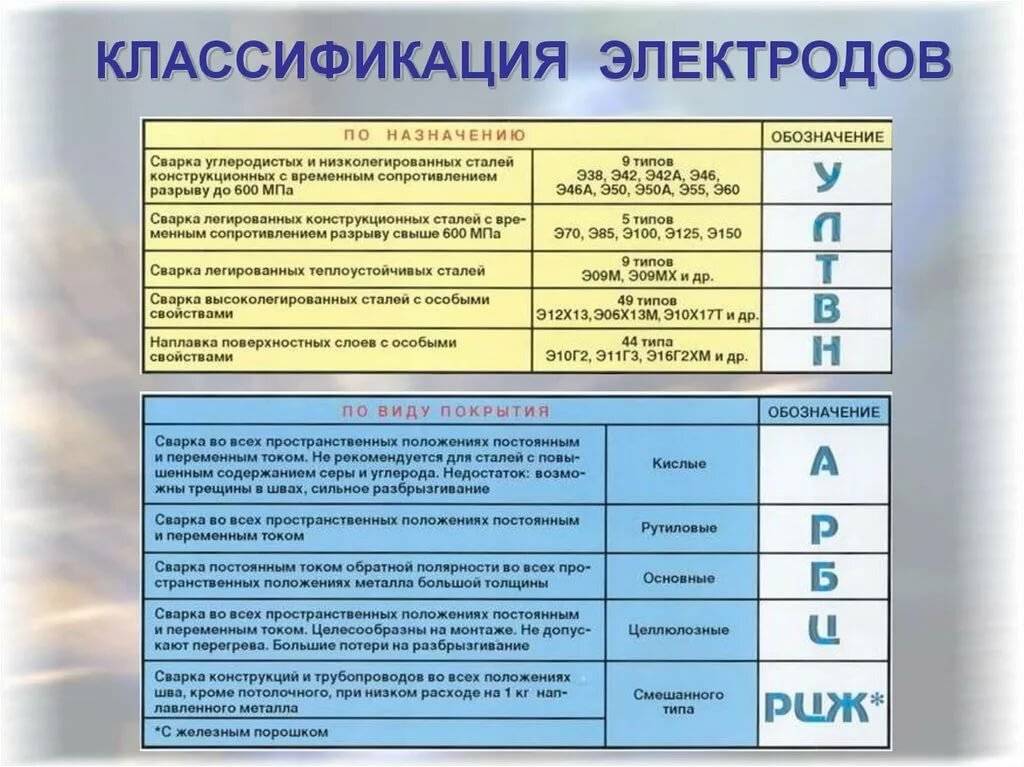
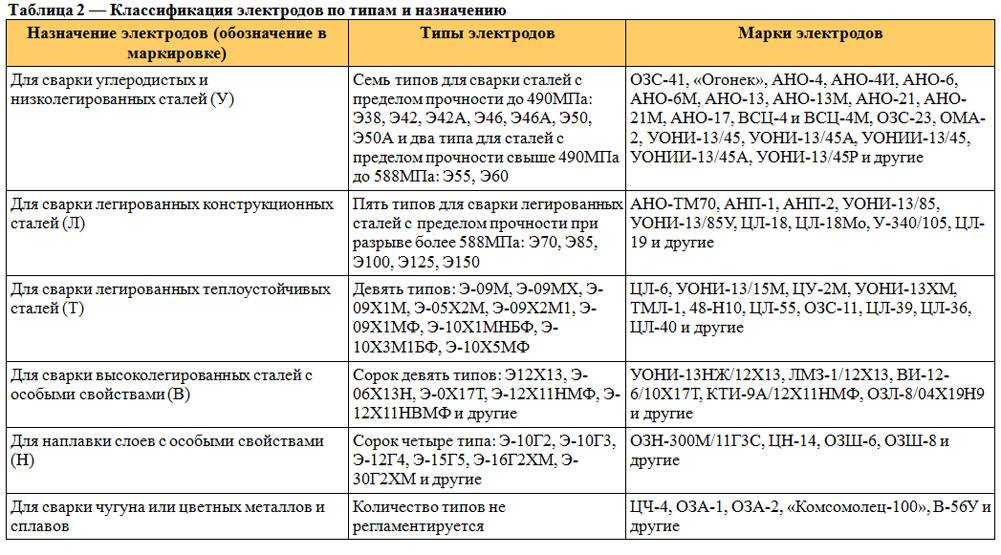
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые электроды для дуговой сварки делятся на следующие группы:
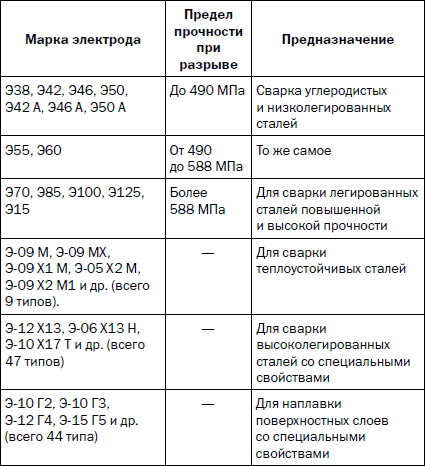
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа. Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей. В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н – электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды обладают высокой токсичностью из-за содержания оксида марганца, но, при этом, обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.). В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами с основным покрытием, получается сварной шов с высокой пластичностью. Данные электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший название этой группе электродов. Рутиловые электроды для ручной дуговой сварки менее вредные для здоровья, чем другие. При сварке металла такими электродами толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.). Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк, ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно использовать для выполнения сварки в любом положении. Преимущественно они используются при сварке металлов малой толщины. Недостатком их является пониженная пластичность сварного шва.
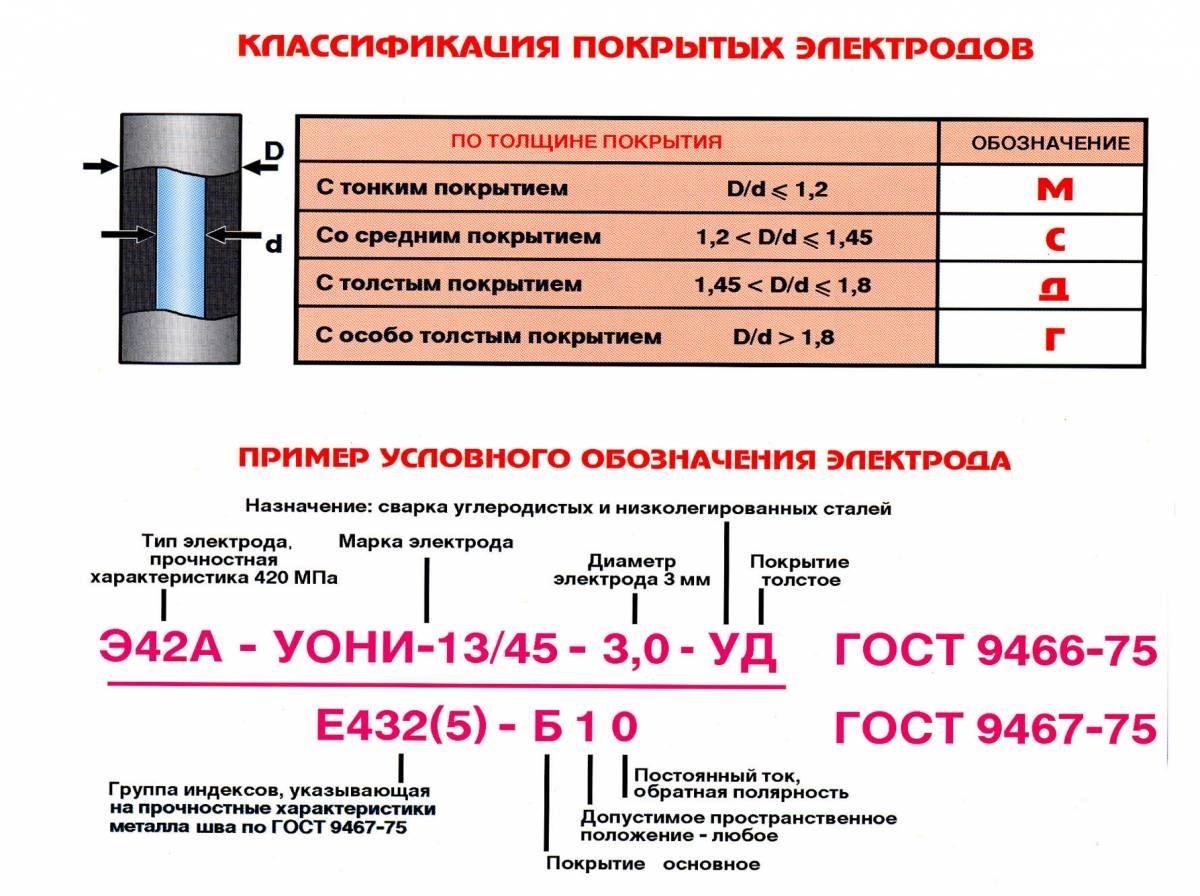
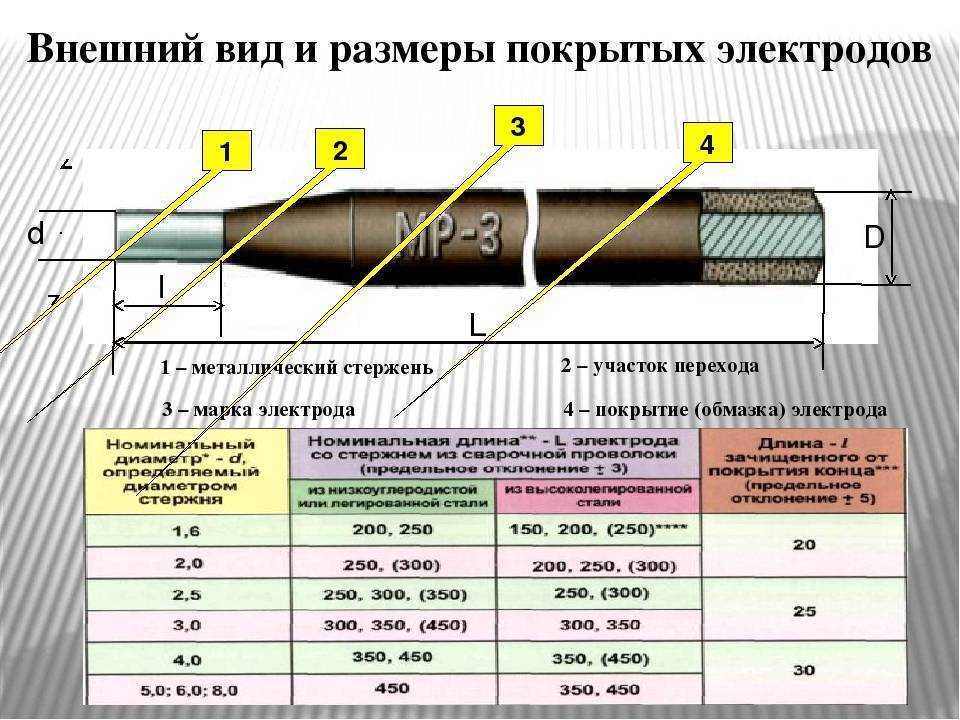
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2). С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45). Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8). Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше номер группы, тем лучше качество электрода и выше качество сварки.
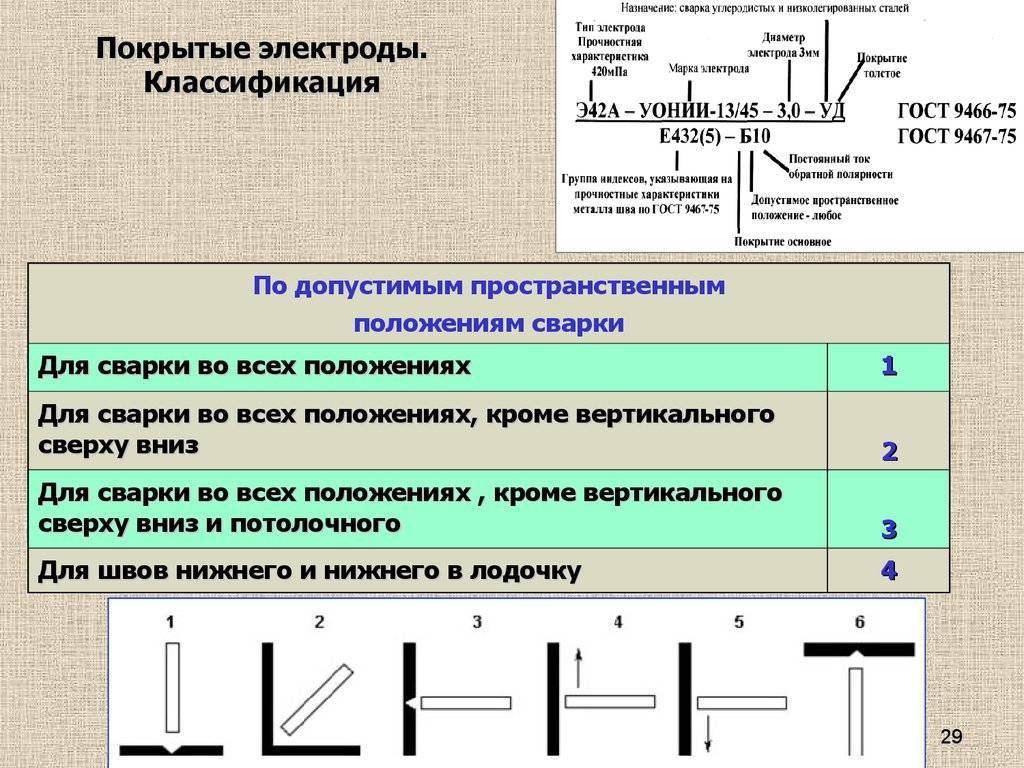
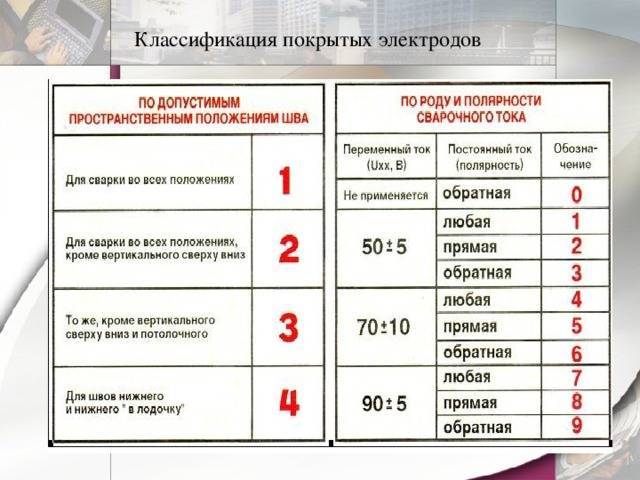
Классификация электродов по пространственному положению при сварке
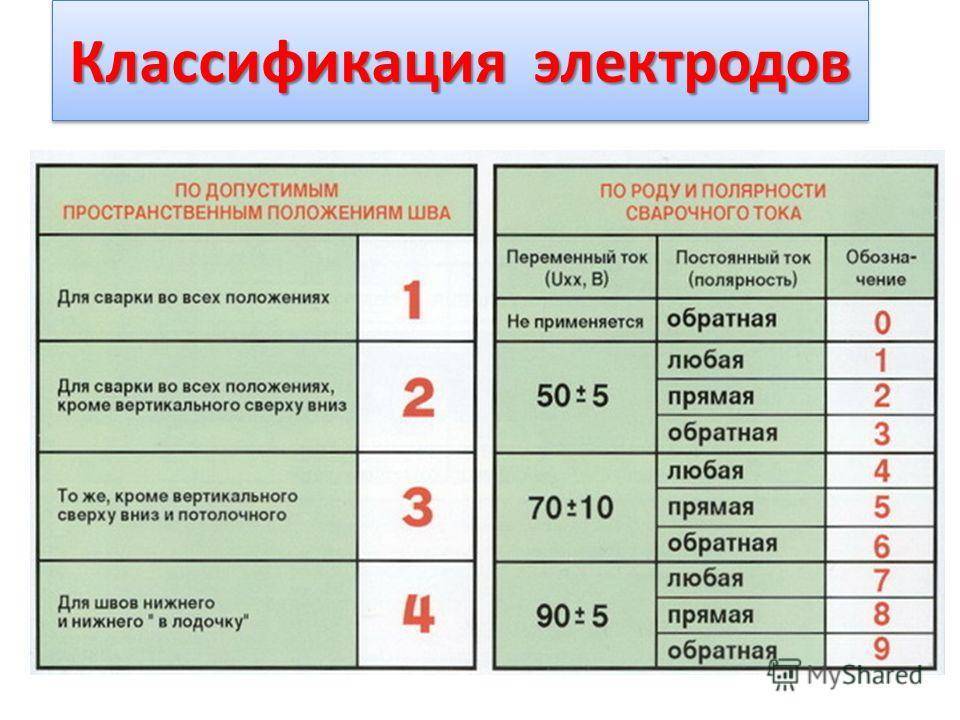
Различают 4 группы электродов, в зависимости от допускаемого пространственного расположения свариваемых деталей:
1 – допускается сварка в любом положении; 2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз; 3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных снизу вверх; 4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию электродов в зависимости от полярности сварочного тока, напряжения холостого хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды делятся на десять групп и обозначаются цифрами от 0 до 9.
Как выбрать сварочные электроды
В первую очередь следует обратить внимание на то, что изделия могут быть плавящимися либо неплавящимися. В составе первых металлические стержни со специальной обмазкой поверхностей, что защищает сварочные зоны и повышает устойчивость горения дуги
Именно ими пользуются в процессе ручной дуговой сварки. Вторая категория предназначена для работ в среде с защитным газом (аргоном), ее особенности будут рассматриваться отдельно.


При выборе также нужно принять к сведению то, из каких материалов произведены соединяемые детали. Для варки разных металлов подбираются разные виды электродов. Например:
- Если нужно соединить низкоуглеродистые и низколегированные стали, приобрести нужно углеродные электроды.
- Для соединения легированной стали покупают изделия (ГОСТ 9467−75, ГОСТ 9466–75 ).
- Когда планируются работы с наплавками или сталями разных видов, то понадобятся изделия, сердечник которых выполнен из высоколегированных металлов.
- При варке чугуна также не обойтись без соответствующих электродов — ОЗЧ-2.
В наши дни сформировался своеобразный рейтинг известных марок:
- АНО. Отличаются хорошим воспламенением, не нуждаются в дополнительном прокаливании. С ними смогут работать как начинающие специалисты, так и профессионалы с опытом.
- МР-3. Универсальные, могут применяться и для соединений неочищенных поверхностей.
- МР-3С. Их используют, когда до швов выдвигаются повышенные требования.
- УОНИ 13/55. Применяются при монтаже ответственных конструкций, в которых швы должны иметь высокое качество. Неопытным сварщикам не рекомендуется с ними работать, так как требуется опыт и определенная квалификация.
https://youtube.com/watch?v=68hLJM9cesc
Преимущества известных марок
- Облегчают процесс сварки. Трудности могут возникать только при некорректном выборе материала сердечника.
- Высококачественные швы. Данный параметр очень важный. Позволяет получить прочные соединения как внешние, так и внутренние, выпуклые и вогнутые сварные швы.
- Простота отделения шлака. Это дает возможность увидеть, насколько качественный получился шов.
- Можно сваривать элементы, что были подданы действию коррозии. Конечно, подобные процедуры выполняют не слишком часто, но они будут выполнены на должном уровне.
- Безопасность для сварщика, выдержаны санитарно-гигиенические требования.
Различия марок и диаметров
Опытные специалисты-сварщики иногда утверждают, что пользуясь инверторными сварочными аппаратами, можно покупать любые электроды. Такие мнения основаны на их личном опыте, когда они выполняют определенные виды работ. Преимущественно при инверторной сварке не предъявляются серьезные требования относительно герметичности швов, поэтому могут использоваться изделия с диаметром 0,5−2 мм.
Подбирать диаметр и марку следует исходя из того, металлы какой толщины необходимо будет соединить. Для значительной толщины потребуется длительная проварка, что значит — у электрода должен быть большой диаметр.
Тонкими электродами для сварки еще нужно научиться работать, ведь они быстро горят. Как правило, их посредством выполняют прихватки.
Также выбор сварочных материалов зависит и от типа работ, для которых планируется их применять. Так, когда выполняют сложнейшие трассовые работы, понадобятся большие электроды, а смонтировать конструкцию из профильных компонентов можно с помощью электродов с диаметром, не превышающим 2 мм. Именно ими пользуются при соединении секций ворот, изготовлении оград из профнастила и труб.
Электроды для бытовой сварки
С появлением лёгких и мобильных сварочных инверторов, электросварка пошла в массы и стала легкодоступной для бытового использования. Для сварки в домашних условиях наибольшее предпочтение отдаётся электродам АНО, которые хорошо ладят практически с любыми видами сварочных инверторов.
Также для бытовой сварки неплохо себя зарекомендовали электроды МР-3. Данная марка электродов отличается своей универсальностью и простотой в использовании. Варить электродами МР-3 можно даже плохо очищенный от ржавчины металл.
А вот электроды УОНИ — достаточно «капризные» и к работе с ними нужно привыкнуть. Сварка данными электродами лучше всего даётся опытным сварщикам, ну а качество полученного шва, как всегда на высоте.
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
Лучшие электроды для любительской и профессиональной сварки
В рейтинг входят самые популярные модели этого сварочного элемента, предназначенные для ручной дуговой сварки распространенных видов стали. Это — изделия с рутиловым и основным покрытием.
Рейтинг лучших электродов с рутиловым типом покрытия
Элементы с покрытием данного вида (в том числе рутилово-целлюлозным) используются при переменном и постоянном токе. Отличаются легким первичным и повторным зажиганием, устойчивостью к отсыреванию. Сваривание может производиться во всех положениях.
МР-3С
Популярные электрические проводники Российского производства (фирма СпецЭлектрод) подходящие для бытовой работы, допустима сварка удлиненной дугой. Расход: 1,7 кг на 1 кг металла. Обязателен режим прокалки в течение часа при температуре от 120 до 160 градусов. Главная отличительная особенность этой модели – гарантированная устойчивость дуги, возможность сварки в любом положении. Не образует шлаковые и пористые включения. Подходят для сваривания необработанных поверхностей (например, имеющих ржавчину). Средняя стоимость – 890 руб.
СпецЭлектрод МР-3С
Достоинства:
- стабильность горения дуги;
- легкое зажигание;
- упрощен процесс сварки;
- высокое качество сварки.
Недостатки:
- высокая чувствительность к сырости;
- распространены подделки.
АНО-4
Еще одна известная модель от Российского производителя (ЛЭЗ – Лосиноостровский Электродный Завод), отличающаеся качеством и универсальностью. Режим прокалки в течение часа при температуре от 180 до 200 градусов. Возможна сварка короткой дугой и средней. Эти изделия применяются для сварки ответственных соединений при любом положении. Используются с оборудованием, подключенным к сети (постоянного и переменного тока). При работе не возникает дефектов, швы отличаются качеством и надежностью. Средняя цена составляет – 109 руб.
электроды ано-4
Достоинства:
- наплавленный металл не образует изъянов;
- легкость зажигания;
- простое отделение шлаков.
Недостатки:
- чувствительность к влаге;
- недопустимость сварки в вертикальном положении.
ESAB ОЗС-12
Плавящиеся элементы от дочерней фирмы ЭСАБ-СВЭЛ шведского производителя ESAB, применяющиеся для работы с углеродистой и низколегированной стали. Главная особенность – образование гладких валиков и аккуратного шва. Отсутствует склонность к появлению трещин в металле шва. Средняя стоимость — 820 руб.
ESAB ОЗС-12
Достоинства:
- высокое качество шва;
- аккуратное формирование валика;
- гарантированная прочность соединений.
Недостатки:
- перед применением нужна прокалка;
- необходимость хранения в термопенале.
ESAB SVEL OK 46.00
Марка надежных электродов российско-шведской фирмы, отличительной особенностью которых является стабильный быстрый розжиг и горение даже при небольшом отсыревании. Кроме того, они не боятся коррозии и загрязнений. Работа может производиться при любом направлении и положении, при постоянном и переменном токе. Благодаря этому можно производить работу с незащищенными поверхностями, а шов отличается прочностью. Для прокалки необходима температура от 80 до 90 градусов. Средняя цена составляет 830 руб.
ESAB SVEL OK 46.00
Достоинства:
- возможность сварки при минимальном токе;
- легкий розжиг;
- простое отделение шлака;
- возможность сварки ржавых и загрязненных поверхностей.
Недостатки:
не подходит для сварки труб.
Omnia 46 (KD 46)
Недорогие электроды, от популярной американской фирмы Lincoln Electric обеспечивающие идеальное зажигание. Это сварочное оборудование сертифицировано для работ с углеродистой и низколегированной сталью, при этом сварка может производиться в любом положении. Отличаются простотой и удобством применения, поэтому хорошо подходят для начинающих сварщиков. Могут применяться на бюджетном сварочном аппарате (инверторе). Подходят для сварки труб, так как швы отличаются высоким качеством и стойкостью к нагрузкам. Средняя стоимость – 182 руб.
Omnia 46 (KD 46)
Достоинства:
- стабильное горение дуги;
- отсутствие залипаний;
- легкое отделение шлаков;
- невысокая чувствительность к длине дуги;
- мало искр при работе;
- удобство работы даже с бюджетным оборудованием.
Недостатки:
обязательная прокалка.
Resanta MP 3
Распространенная марка сварочных электродов, отличающихся легким розжигом. Позволяют производить сварку в любом направлении, не боятся загрязнений, а шлак легко удаляется после работы. Кроме того, это изделие не имеет повышенной чувствительности к качеству наплавляемой стали. Средняя стоимость – 450 руб.


Resanta MP 3
Достоинства:
- доступная цена;
- использование при постоянном и переменном токе;
- не происходит образования пор.
Недостатки:
- при отсыревании страдает качество шва;
- не подходят для высокоуглеродистой стали;
- необходима прокалка.
Правильная технология: как сваривать тонкий металл электросваркой
Ширина заготовки не влияет на три основных этапа:
- подготовка;
- сваривание;
- шлифовка, зачистка швов.
Подробнее о первых двух.
Подготовительные работы
Необходимо убрать все загрязнения, особенно следует уделить внимание месту, к которому крепится масса сварочного аппарата. Ржавчину можно снять наждачкой
Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Сваривание
- Чтобы дуга быстрее зажглась, перед началом зачистите электрод от обмазки на крайние 5 мм.
- Зажигать электродугу можно двумя классическими способами – чирканьем или постукиванием.
- Сварная ванна должна иметь форму овала.
- Держите дистанцию, чтобы проводник не налипал.
- Если на аппарате есть специальный режим антиприлипания, воспользуйтесь им. Он работает так: при приближении насадки к заготовке автоматически снижается напряжение оборудования. Если же дуга слишком сильно растянута, происходит обратный процесс и ток прибавляется. В результате получается стабильный шов даже при неравномерном проведении.
- Идеальный градус угла – 60 градусов. Его нужно сделать перед тем, как сварить тонкий металл электродом. Если делать показатель меньше, то сварное соединение получится выпуклым.
- Оптимальное движение – зигзаг. При этом не имеет значения направление от себя или к себе.
- Скорость перемещения рукояти должна быть достаточно высокой, но при этом отличаться постоянством.
Посмотрим видео самого процесса:
Какие электроды лучше для инвертора
Выбирая стержни для инверторного сварочного аппарата стоит ориентировать в первую очередь на материал, который придется сваривать. Сердечник электрода должен быть сходен по типу с этим видом металлов. Нержавеющие стали требуют стержней из такого же вида, причем если сталь отличается свойствами жаростойкости – нужен такой же стальной пруток с жаропрочными характеристиками. Высоколегированные стали для образования ровного, прочного шва нужно сваривать прутками с тем же составом легирующих элементов.
МР-3
Универсальные широко известные электроды. Могут успешно применяться на слобокорродированном металле. Электроды Э46, покрытие Р и БР. Успешно применяется для сваривания конструкций из сталей углеродистого класса и низколегированных. Есть возможность сваривать изделия с большими показателями толщин.
Выпускаются электроды диаметром от 3 до 5 мм.
Особенности:
- высокие значения стойкости электродуги;
- небольшое разбрызгивание;
- легкий съем слоя шлака;
- легкое зажигание как первичное, так и повторное.
Существует требование зачистки сварочной поверхности и удаления окалины.
УОНИ 13/55
Дают возможность создавать высококачественные швы. С ними умеют работать опытные сварщики, мастера, имеющие высшую квалификацию. Тип электрода Э50А, покрытие предпочтительно основное. Напыление приемлемо фтористое или карбонатное, в этом случае снижается газосодержание шва и количество неметаллических вкраплений, ухудшающих качество.
Технические характеристики:
- диаметр от 2 до 4 мм;
- коэффициент по наплавке 9.5 г на А*ч;
- на 1 кг наплавленного металлического материала уходит около 1,5 кг прутков;
- предел текучести 420 мПа;
- предел прочности 530 мПа;
- относительный показатель удлинения 22%;
- ударная вязкость зависит от температурного режима, от 50 до 130 дж/см2.
АНО4
Стержни легко воспламеняются, их не нужно прокаливать. Электроды Э46, покрытие рутилом. Основной вид использования –сваривание стальной продукции углеродистых и низколегированных сортов. Работают со всеми видами тока в любых пространственных направлениях, за исключением направления сверху вниз.
Выпускаются с диаметром от 2 до 6 мм.
Технические параметры
- рутиловое покрытие
- наплавочный коэффициент 8,6 г на А*ч;
- производительная часть по наплавке 1,4 кг/ч при диаметре 4 мм.
- сопротивление 480 мПА;
- предел текучести 380 мПа;
- относительное удлинение 25%.
UTP 65D
Стержни хороши в работе с различными сталями и сплавами, швы будут качественные. Применимы для постоянного и переменного тока разной полярности. Рутиловое покрытие. Производятся в Австрии. Часто используется на автопредприятиях и мастерских по ремонту автомобилей для проведения кузовных работ.
Плюсы:
- стабильность дуги;
- малое разбрызгивание и, следовательно, минимизация потерь материала;
- возможность работы с различными толщинами металлоизделий, с деталями и листами тонко- и толстостенными.
- гладкие швы, не имеющие внутренних лакун. Можно обрабатывать сразу, как металл застыл.
- возможность проведения холодной закалки металлического материала по шву.
- легкое снятие слоев шлака.
- хорошая переносимость влажной среды, а также перегрева.
Особенности эксплуатации: перед самым процессом сварки прутки необходимо подвергнуть просушке в течение двух часов при температурном режиме в 160-170 гр. С. Зону свариваемых поверхностей зачищают. Работа с большими толщинами материала требует предварительной подготовки кромки с углом скоса примерно 60 градусов.