Что нужно учитывать при выборе ленточной пилы?

Прежде всего, нужно определиться с тем:
- каковы объемы предстоящих работ;
- как часто будет требоваться использование ленточной пилы;
- какие именно материалы нужно будет распиливать;
- какими должны быть качество заточки зубцов, их форма и размеры, а также размеры полотна;
- продукция, какого производителя вас интересует.
При правильном выборе ленточной пилы вы получите:
А) ровные линии среза;
Б) отсутствие вибраций при работе;
В) гарантию от появления трещин или сколов.
В зависимости от того, для распилки каких материалов предназначена конкретная пила, она считается пилой для резки:
- камня;
- металла;
- дерева;
- синтетических материалов.
Ленточная пила цена зависит от назначения и вида полотна.
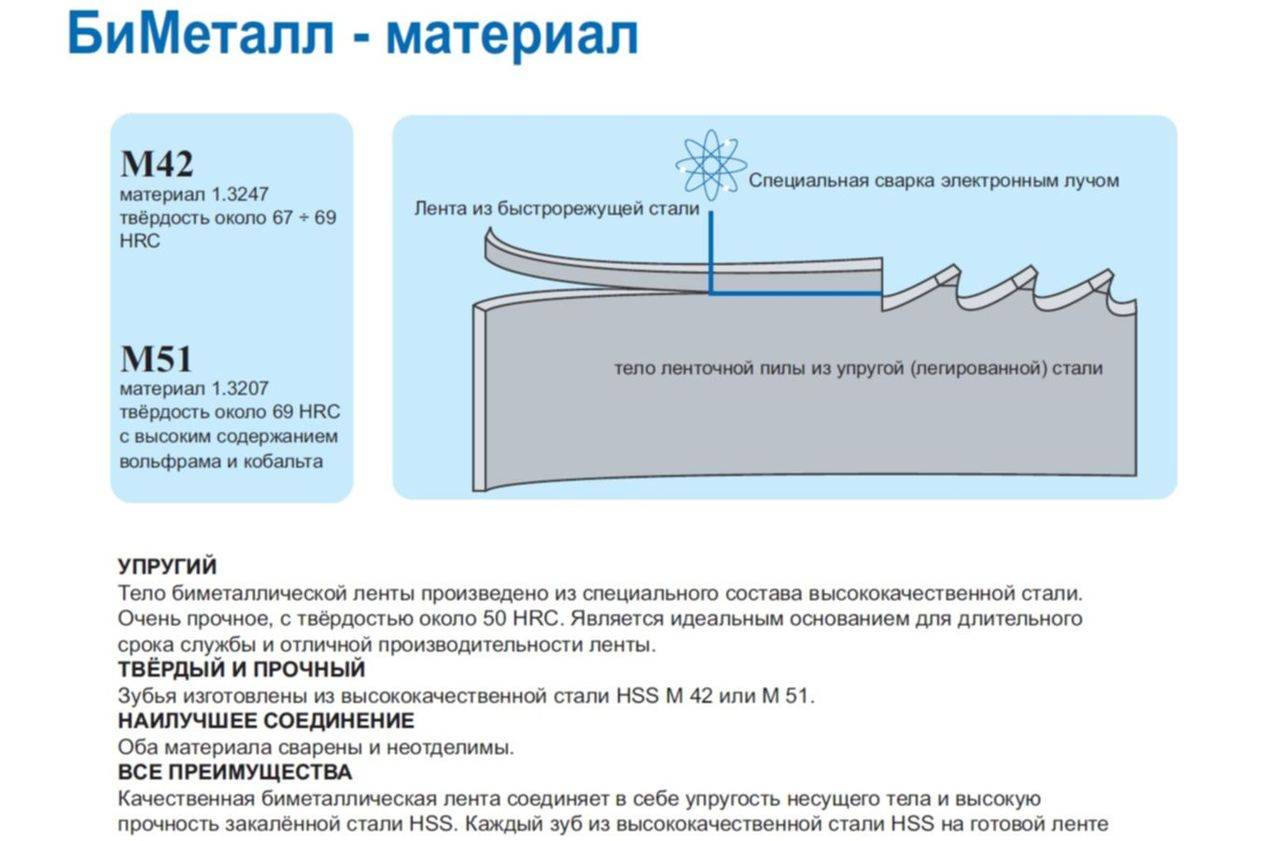
Для производства пил используется как обычная углеродистая сталь, так и ее твердые сплавы. Кроме того существуют биметаллические полотна, а также полотна с зубьями, имеющими твердосплавные напайки.
Ширина полотен ленточных пил (поставка которых часто осуществляется либо в виде бухт, либо в виде сваренных между собой лент) обычно находится в диапазоне от 13 до 80 миллиметров. Но для станков с вертикальным способом резки выпускаются пилы меньшей (вплоть до шести миллиметров) ширины.
Учитывая разнообразие областей применения ленточных пил, разработана классификация их полотен по типам:
- Биметаллическое полотно М42 — применяется для резки материалов из стали углеродистой или низкоуглеродистой.
- Биметаллическое полотно М51 — используют для разделки материалов, выполненных из высокоуглеродистой стали или из сплавов.
- Биметаллическое полотно SP — выбирают для резки жаропрочных и экзотических сплавов.
- Твердосплавное полотно типа ТСТ — рекомендуется для разделки материалов из твердых специальных сплавов, а также с неоднородной структурой.
Размеры полотна (его ширина и длина) выбираются в зависимости от модели станка, для которого оно предназначено.
Кроме того, необходимо знать, что:
А) тонкое лезвие может деформироваться при резке толстых заготовок;
Б) чем шире у пилы полотно — тем ровнее будет получаемый срез;
В) чем тоньше распиливаемое изделия — тем с большей вероятностью оно может быть изогнуто при использовании очень толстой пилы;
Г) если необходимо произвести резку по контуру, то необходимо выбирать ширину полотна в зависимости от требуемых при работе поворотов под нужным углом.
1 Полотна для ленточнопильных станков – виды и конструкции
Для современных ленточнопильных станков, обрабатывающих металлы, рынок предлагает полотна из углеродистых сталей, а также биметаллические, имеющие пружинную основу и зубья из твердого сплава или быстрорежущей стали. Многообразие конструктивных исполнений ленточных пил и использование оптимальных режимов резки позволяет обеспечить достаточно высокую производительность и существенно снизить себестоимость процесса обработки металлов на ленточнопильном оборудовании по сравнению с иными способами разделительного разрезания заготовок.
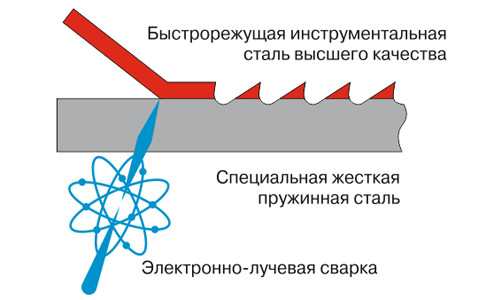
Полотна для ленточных пил, изготовленные из качественной инструментальной высокоуглеродистой стали, предназначены для обработки широкого спектра нелегированных и легированных сплавов. Однако по своим эксплуатационным и техническим показателям они значительно уступают биметаллическим ленточным пилам, которые получили более широкое распространение, особенно с зубьями из быстрорежущей стали. Основа этих полотен изготовлена из специальной пружинной стали, что обеспечивает пилам прочность и долговечность.

Режущая (рабочая) часть зубьев – из быстрорежущего сплава М42, являющегося аналогом 11Р2М10К8. Эта сталь, легированная кобальтом и молибденом, обладает высокой (до 950 HV) твердостью, износо- и красностойкостью. Надежное соединение основы с режущими зубьями обеспечивается электронно-лучевой сваркой и позволяет эксплуатировать биметаллические полотна в самых тяжелых производственных условиях. Пилы новой конструкции, имеющие комбинированный шаг зубьев, наиболее применимы для разрезания изделий переменного сечения, профилей, труб.
Изменяющийся шаг позволяет значительно повысить эффективность и устойчивость, уменьшить вибрацию процесса резки различных заготовок, имеющих переменное сечение.
Ленточные пилы с твердосплавным зубом используют для наиболее трудных условий резки. Их применяют на жестких двухколонных и высокопроизводительных ленточнопильных станках при разрезании труднообрабатываемых материалов:
- редкоземельные металлы;
- неферромагнитные сплавы;
- чугунное литье;
- сплавы типа Хастелой, Инконель, Монель;
- другие сплавы с высоким содержанием титана и никеля.

Аппарат для работы с металлом
Все инструменты для резьбы делятся на несколько видов, но основным и самым удобных является вертикальный тип. Именно такой станок при работе позволяет перемещать заготовку, в то время как другие виды крепко закрепляют её.
Основная классификация подразделяет аппараты по материалу, для которого они будут использованы:
- Для резьбы по металлу.
- Для обработки синтетических материалов.
- Для дерева.
- Для камня.
А также инструмент делится в зависимости от зубьев. Здесь выделяются ленты с незакаленным зубом, которые отличаются довольно низкой стоимостью, но работают с минимальной скоростью подачи около 7 метров в минуту. Ленты же с закалёнными зубьями имеют высокую износостойкость и более высокую скорость подачи, но такой аппарат дороже.
Правила выбора инструмента
В арсенале каждой пилорамы и мастерской имеются ленточные пилы по металлу. Как выбрать качественный аппарат:
Для начала нужно выбрать две или три фирмы, которые занимают лидирующие позиции на рынке и отличаются своей надёжность и качеством.
Важное место занимает соотношение цены и затрат на обслуживание. Аппарат в первую очередь должен быть без изъянов, легко затачиваться, легко распиливать материал.
Количество зубьев
Специалисты рекомендуют приобретать пилы, число зубьев на которых кратно трём. Именно такие аппараты обеспечивают нормальную и долгую работу инструмента.
https://youtube.com/watch?v=DoIIwx4mCqI
Основные производители пил
 Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Ещё одной фирмой, зарекомендовавшей себя на рынке, является Wood-mizer, которая изготавливает аппараты для разных условий. Первой разновидность — это стандартные пилы. Но даже у такого вида инструмента есть свои особенности, а именно Wood-mizer делает зубья прочнее с помощью электромагнитной индукции, что позволяет увеличить промежуток между заточкой. А также фирма производит инструменты для промышленных предприятий и для распилки сверхпрочных металлов и древесины.
Arntz — знаменитая германская фирма, которая приобрела популярность во всём мире. Пилы этой марки изготовлены из материалов, имеющих в своём составе кобальт, что делает инструмент прочным и износостойким. Особенностью этой марки является то, что у пилы имеется функция увеличения скорости.
Именно эти производители ленточных пил являются самыми надёжными, проверенными временем и имеют множество положительных отзывов.
Характеристики и свойства ленточной пилы
 Основными свойствами и характеристиками пилы являются:
Основными свойствами и характеристиками пилы являются:
- высота и ширина пропила;
- тип режущего полотна;
- мощность электрического двигателя;
- общая масса станка и диаметр шкивов.
Принято считать, что модели ленточнопильных станков со шкивом:
- до 300мм – легкие;
- от 420 до 500 мм – средние;
- с диаметром шкива выше 500 мм – тяжелые.
Легкие ленточнопильные станки оснащают электрическим двигателем до 2 кВт, средние и тяжелые электрическим двигателем до 4 кВт.
Типы режущего полотна
Для резки пилой к ленточному полотну предъявляют особые требования.
Для резки металлов используют биметаллические полотна, состоящие из двух металлов. Основная часть которой состоит из металлической полосы из специальной пружинной стали, а рабочая часть состоит из инструментальной стали с заточенными зубьями.
 Большое распространение получили полотна из углеродистой стали. По своей термической обработке ленточные полотна можно разделить на следующие типы:
Большое распространение получили полотна из углеродистой стали. По своей термической обработке ленточные полотна можно разделить на следующие типы:
- с одинаковым показателем твердости по всей ширине;
- с гибким полотном и твердыми зубьями;
- закаленные полотна по всей ширине.
Полотна с одинаковым показателем твердости по всей ширине отлично работают на шкивах среднего диаметра. Твердость полотен по Роквеллу составляет 47 ед.
Пилы с гибким полотном и твердыми зубьями имеют специфическую структуру. Закалке будет подвергаться только верхняя половина зуба, оставляя пильное полотно гибким. Твердость тела пилы по Роквеллу составляет 31 ед., твердость зубьев 64 ед.
Пилы с закаленным полотном по всей ширине являются наиболее востребованными. Их твердость полотна по Роквеллу составляет 52 ед., а твердость зубьев 67 ед.
Из-за высокой твердости зубьев сопротивляемость затуплению значительно увеличивается, а повышенная жесткость позволяет выполнять распилы на больших оборотах.



Заточка ленточных пил по дереву
При распиле дерева либо металла, зубья ленточной пилы могут потерять первоначальную остроту заточки. Именно поэтому нужно производить заточку ленточной электрической пилы.
 Заточка пильного ленточного полотна состоит в следующем:
Заточка пильного ленточного полотна состоит в следующем:
- первоначальная заточка;
- очистка;
- разводка;
- окончательная заточка.
Чтобы восстановить режущие качества зубьев пильного ленточного полотна используйте специальные точильные станки.
В результате первоначальной заточки вы устраните все трещины в пазухах зубьев, а также восстановите профиль  зубьев с соблюдением определенной симметрии к остальным.
зубьев с соблюдением определенной симметрии к остальным.
При очистке удаляются все металлические опилки, оставшиеся после заточки.
При разводке изменяют углы.
При окончательной заточке исправляют допущенные симметрические искажения углов и придают остроту рабочим кромкам зубьев.
Заточка пил своими руками потребует от вас определенных навыков и умений. Поэтому, если вы не уверены в качестве своей работы, предоставьте это дело специалистам.
Профессиональная заточка восстановит перпендикулярность всех режущих кромок.
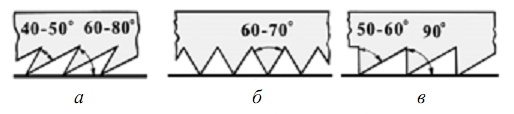
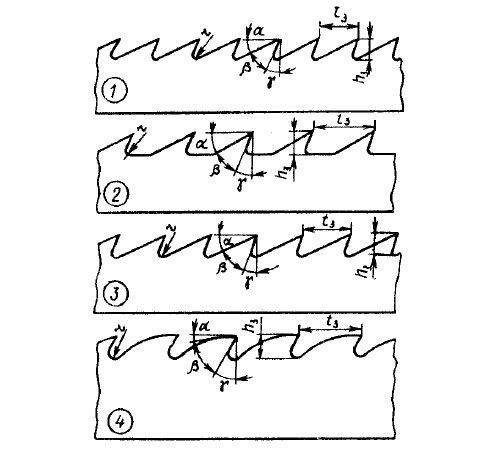
Что нужно знать об углах заточки зубьев
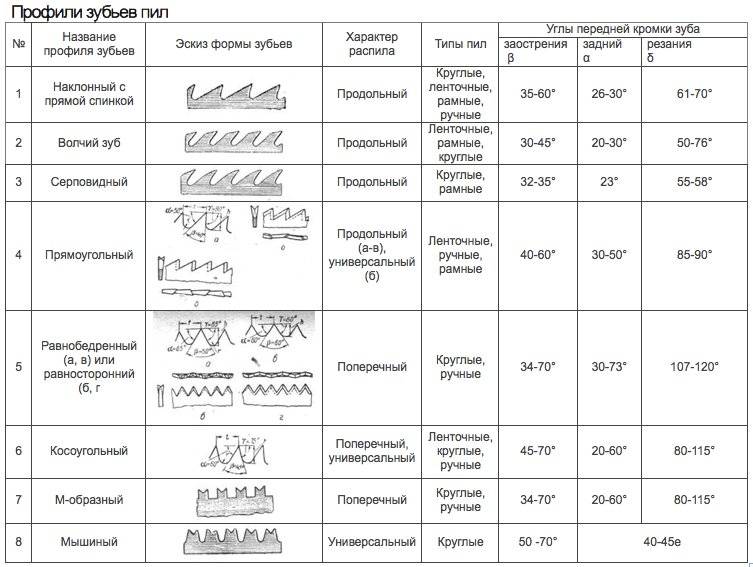
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
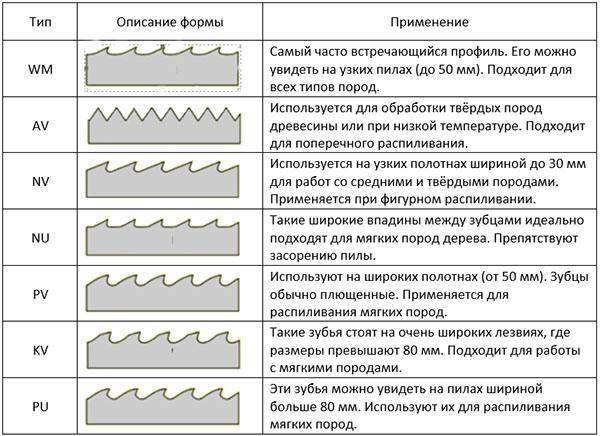
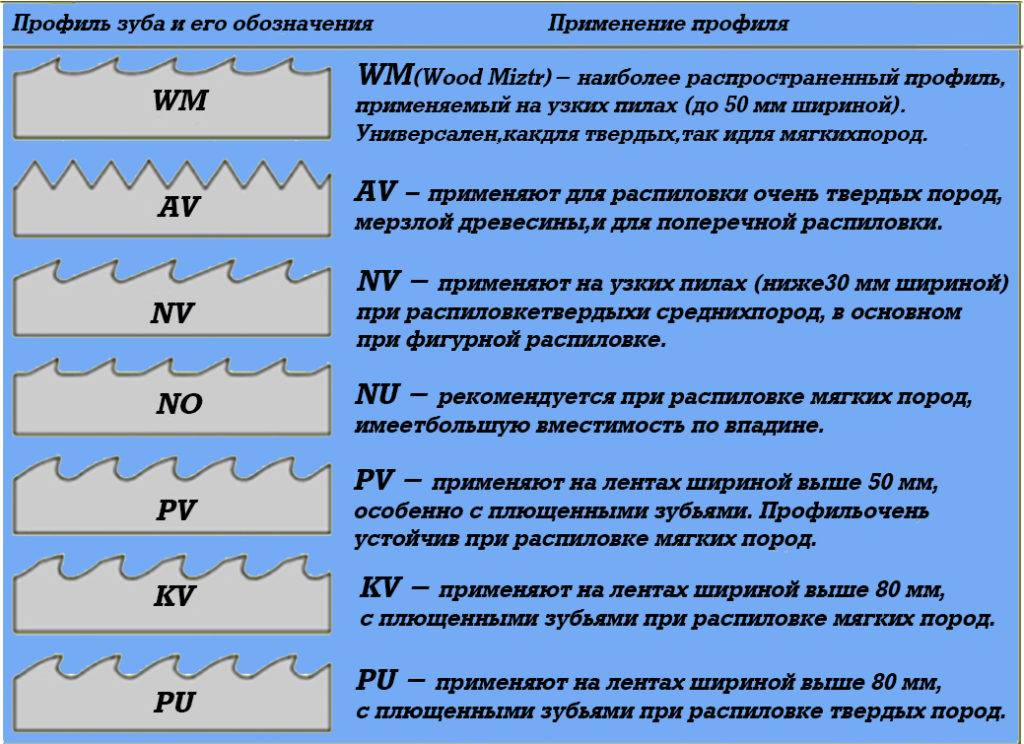
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Характерные особенности
Заточка ленточной пилы имеет ряд следующих особенностей:
запрещено использовать абразивные диски и ручные точильные инструменты с неравномерным износом рабочей поверхности;
при точении важно все движения выполнять равномерно, без рывков, неравномерного перемещения инструмента, так как велика вероятность нарушения геометрии зубцов;
на используемых станках обязательно наличие жидкостного охлаждения, позволяющего предотвратить перегрев оборудования и ленты;
после завершения работ на поверхности не должно быть заусенцев и сколов, так как они могут негативно влиять на качество резки;
при заточке инструмента для зимнего использования важно угол наклона зубцов увеличивать до 90, однако такую ленту применять для деревообработки летом недопустимо по причине повышенных нагрузок на режущую кромку;
при затачивании на станках требуется убедиться в правильном расположении диска относительно профиля ленты;
скорость точильного диска подбирается такой, чтобы металл не был разогрет докрасна, так как в таком случае он потеряет свои прочностные свойства;
если ленточная пила эксплуатировалась без обслуживаний или превышен рекомендуемый срок службы, то при точении понадобиться снимать за один проход больший слой металла;
для контроля качества заточки инструмента рекомендуется в качестве эталона использовать новую ленту;
заводскую форму зубцов менять запрещается, так как пила станет непригодной для эксплуатации;
необходимость выполнения заточки определяется степенью износа зубьев на 35% от первоначальных размеров.

Неравномерный абразивный диск
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.

Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.


Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.

Сильно снимать металл не нужно, достаточно просто осветлить его.
Совет! Работая инструментом, не допускайте, чтобы фреза соскальзывала с вершины зубца по направлению к следующему. Так вы его укоротите, после чего придется все зубья подгонять под его высоту.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.
Как пользоваться ленточной пилой по дереву?
При работе с ленточной пилой по дереву приходится самостоятельно подавать заготовку в станок, поэтому нужно работать аккуратно и точно. Положите заготовку к упору, затем нанесите на нее разметку. После этого запустите пилу и дайте ей поработать 2 минуты, пока она не наберет нужное количество оборотов. Плавно подавайте заготовку, хорошо прижимая ее к столу. Следите, чтобы при подаче не было рывков, а пила мягко входила в материал. Если вы заметили, что пилу заклинивает, остановите работу и проверьте, подходит ли пильное полотно материалу и не затупилось ли оно. Кроме того, может не подходить скорость движения режущего полотна. Помните, что для твердой древесины нужна меньшая скорость, а для мягкой — большая.
Вот несколько моментов, о которых нужно помнить при работе:
- Не тяните заготовку на себя, так как это может привести к соскакиванию пильной ленты с роликов.
- Если работаете с маленькими деталями, пользуйтесь подающей доской, чтобы пильное полотно не зацепило руки.
- При обработке круглой заготовки необходимо следить за тем, чтобы она не поворачивалась при пропиле.
- Если вы долго работаете ленточной пилой, делайте паузы, чтобы убрать стружку и пыль с рабочей поверхности.
Разновидности
Полотна для ленточнопильных станков отличаются типом и материалом исполнения. К примеру, помимо углеродистой стали они бывают биметаллическими, оснащенными пружинной основой, а также твердосплавными стальными зубьями. Изделие может быть монолитным либо характеризующимся приварными зубцами, выполненными из другого материала. Варианты из высокоуглеродистого стального типа применяют для резания богатого перечня нелегированных и легированных сплавов. Несмотря на это, более востребованы у покупателя биметаллические аналоги, выделяясь техническими и эксплуатационными характеристиками.
Особенно нравятся покупателям изделия с зубцами из быстрорежущей стали. Такие полотна зарекомендовали себя в работе с лучшей стороны. Они поддерживают работоспособность и долговечность ленточнопильного оборудования. Эксплуатационные и качественные характеристики таких полотен высоки.


Классификация по типу используемого в обработке материала позволяет разделить режущие полотна на 4 вида: по работе с камнем, металлом, древесиной и материалами синтетического происхождения
Чтобы выбрать нужный тип ленты правильно, нужно обращать внимание не тот, для которого она предназначена. Это позволит при эксплуатации изделия выполнять рез качественно, без скалывания и трещин
Здесь стоит отметить главный принцип: чем плотнее сплав пилящей кромки, тем более твердым должно быть сырье заготовки.
Например, когда полотно покупают для работы с заготовками из титана либо никелевого сплава, то стоит выбирать кольцевые ленты ТСТ. Если мастер работает на оборудовании по резу высокоуглеродистой стали, покупать нужно полотно из композитного сплава. Чтобы резать низкоуглеродистые стальные детали, нужно покупать биметаллические ленты. Когда планируется резать долго, работая с жаростойкими стальными сплавами, имеет смысл покупка полотен SP.

Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
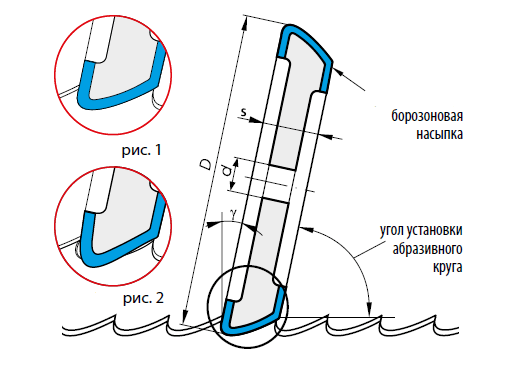
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.



Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Заточка пилы
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Параметры пильных лент
При выборе ленточной пилы подбирать параметры следует таким образом, чтобы они максимально соответствовали поставленным задачам
Уделять внимание необходимо нескольким основным показателям: форме пильного зуба, ширине полотна и типу разводки
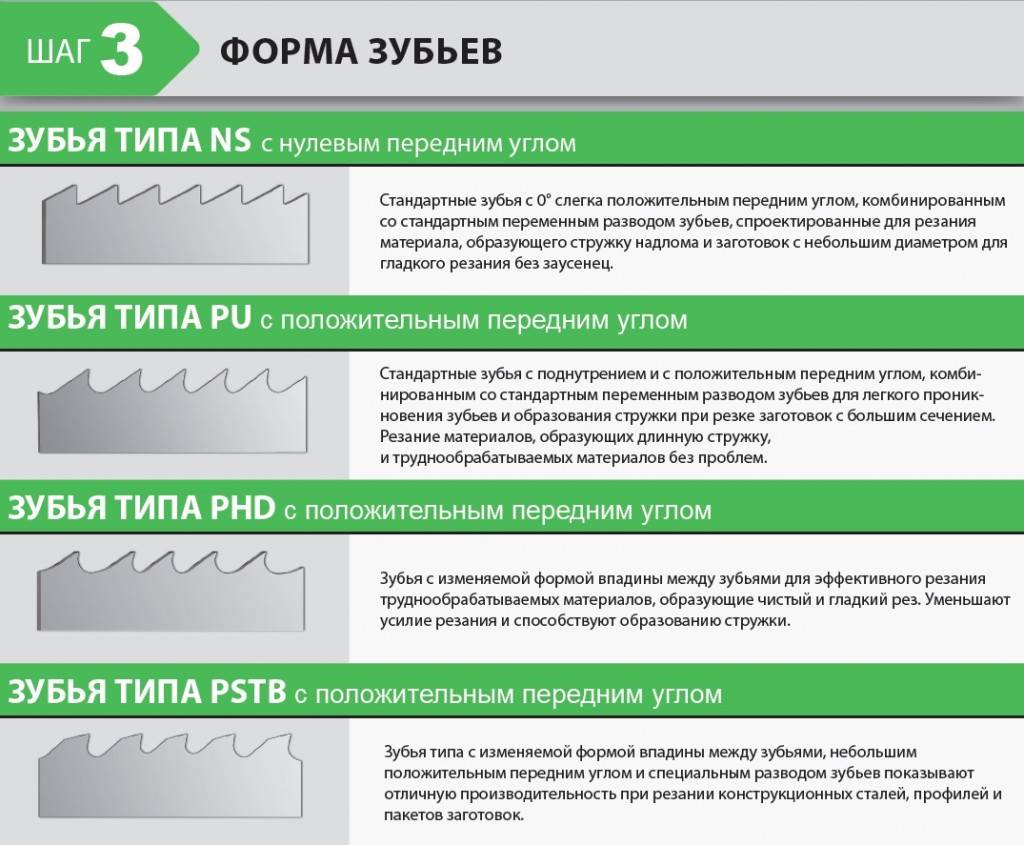
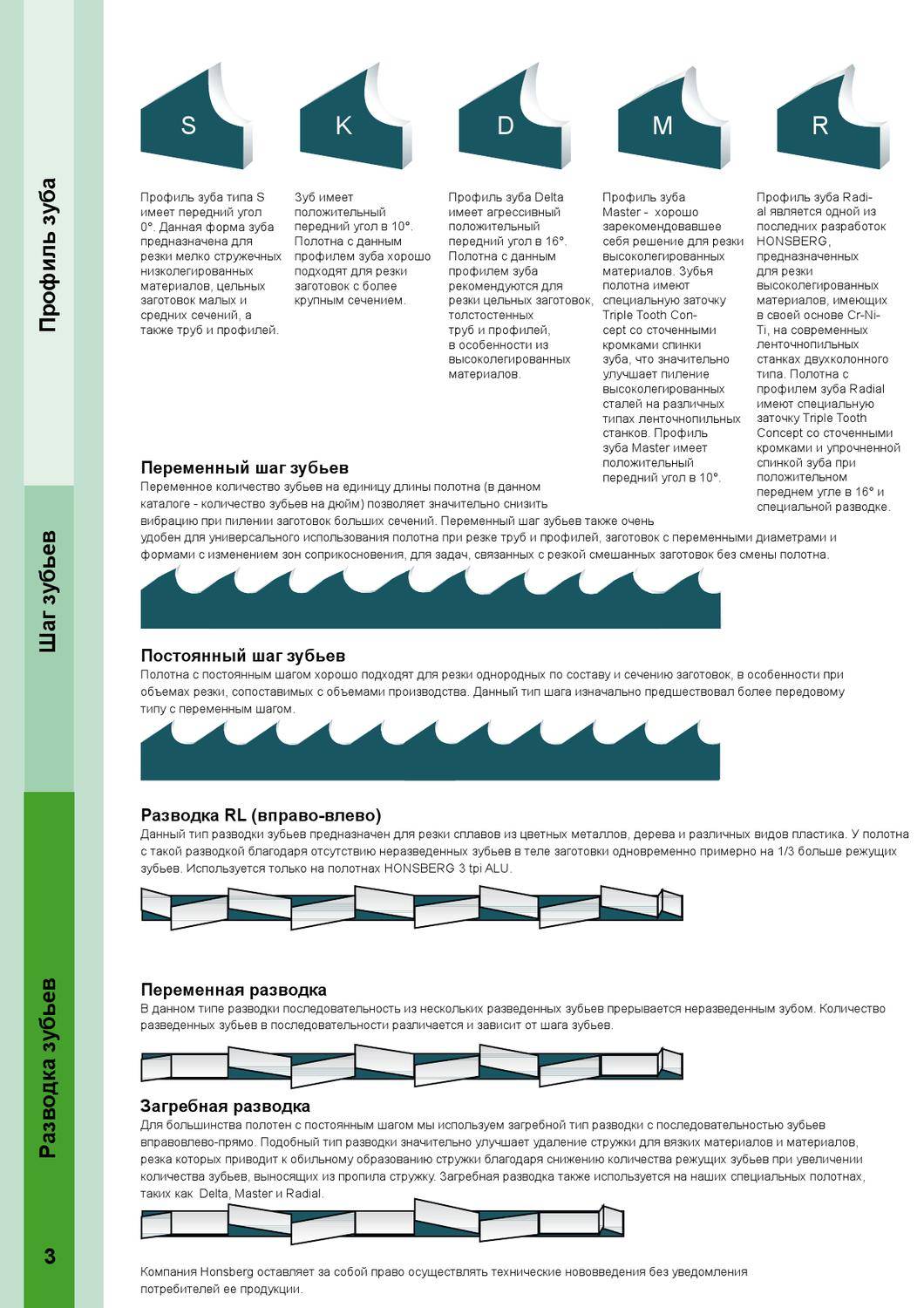
Профиль зубьев
WM – подходит для узких полотен шириной до 50 мм. Может использоваться для всех сортов древесины.
AV – вариант зубьев, форма которых позволяет производить поперечный распил бревен и заготовок, а также выполнять работы с твердыми породами.
NV – используется там, где необходимо обеспечить максимальную чистоту пропила. Подходит для фигурной резки на деталях с небольшими габаритами.
NU – класс зубьев, разделенных большой впадиной. Особенность профиля — низкая склонность к засорению при работе с мягкими породами.
PV – профиль для промышленного оборудования. Характеризуется высокой производительностью при работе с мягкой древесиной.
KV – такие зубья чаще всего можно встретить на лентах большой ширины (более 80 мм). Подходят для распила мягких пород.
PU – применяются на широких лентах с плющенными зубьями. Используются для обработки заготовок из твердой древесины.
Прочность и долговечность полотна напрямую зависит от его ширины – чем больше этот показатель, тем большим сроком службы обладает изделий. При этом следует помнить, что для фигурной резки оптимальным вариантом остаются узкие полотна.
Тип разводки
Распил заготовок можно производить только полотном, зубья которого разведены в стороны от центральной оси. Это необходимо для обеспечения свободного хода ленты при обработке. В зависимости от материала и требований к качеству распила для деревообработки могут использоваться полотна с классической, зачищающей, комбинированной или волновой разводкой.
голоса
Рейтинг статьи
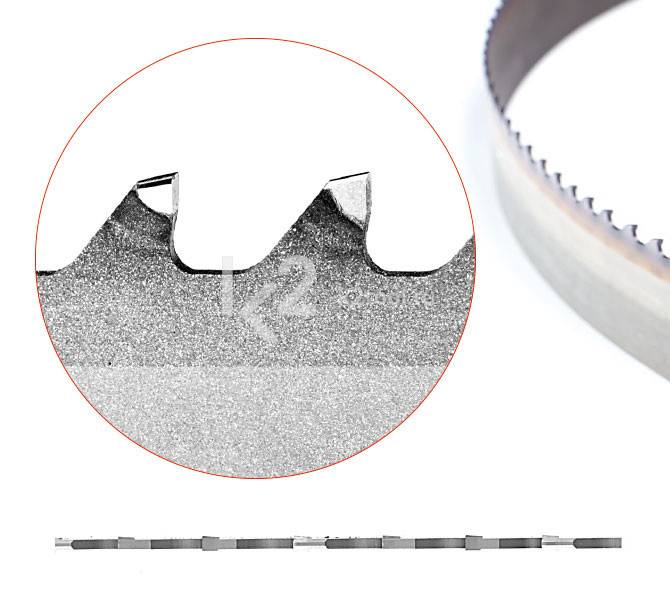
Полотно для ленточной пилы
Незаменимым инструментом в производстве деталей сложной формы являются ленточнопильные станки. Специфика предприятия предопределяет конфигурацию оборудования, его эксплуатационные характеристики и выбор применяемых расходных материалов. Эффективность работы зависит от верного выбора нужной модели и экономической целесообразности применения. Для этого необходимо знать возможности ленточнопильного оборудования и принципы работы на нем. Ленточные полотна могут быть выполнены из различных сортов стали, иметь определенный шаг и развод зубьев.

Полотно ленточной пилорамы по дереву – это гибкая лента из металла, с одного края имеющая зубья. Особенностью конструкции является то, что лента закольцована. Она вращается между шкивами пилорамы и осуществляет распил бревен. В зависимости от материала изготовления, ширины и толщины, такая режущая оснастка обладает различным ресурсом. Хотя конструкция пильной ленты и понятна, а характеристики использующегося при ее изготовлении сплава можно узнать из описания, выбор такой продукции крайне сложен. Особенно для непосвященного в тонкости деревообработки покупателя.
Кроме пильной ленты для дерева существуют такие режущая оснастка для металла, пластика, композитного сырья и других материалов. Выбор такой продукции согласовывается с конструкцией пилорамы. Основная характеристика – расстояние между шкивами оборудования. Если вы собрали ленточную пилу по дереву своими руками, то перед отправкой в строительный магазин за пильной лентой, замерьте это расстояние. При оснащении режущей оснасткой пилораму, приобретенную в готовом виде, почитайте в паспорте оборудования, какая лента подходит для вашего станка.
Важным значением при выборе режущей части вашей пилорамы является материал изготовления ленты. На сегодняшний день такая продукция выпускается следующего вида:
- Биметаллические. Универсальные ленты из твердых сплавов (до 45 HRC). Благодаря использованию двух видов металлов, рабочий срок такой продукции довольно высок. Что позволяет снизить расходы на приобретения оснастки.
- Из инструментальной стали. Материал отличается доступной стоимостью и долговечностью. Хорошо подвергаются ремонту и заточки зубьев. Пользуются наибольшей популярностью в деревообрабатывающей отрасли.
- Из твердых сплавов. Используются для распилки плотных материалов. При работе с вязкой и мягкой древесиной не эффективны. Требуют к себе деликатного отношения. Как точить ленточную пилу из твердых сплавов? Этот процесс невозможен без алмазного оборудования.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

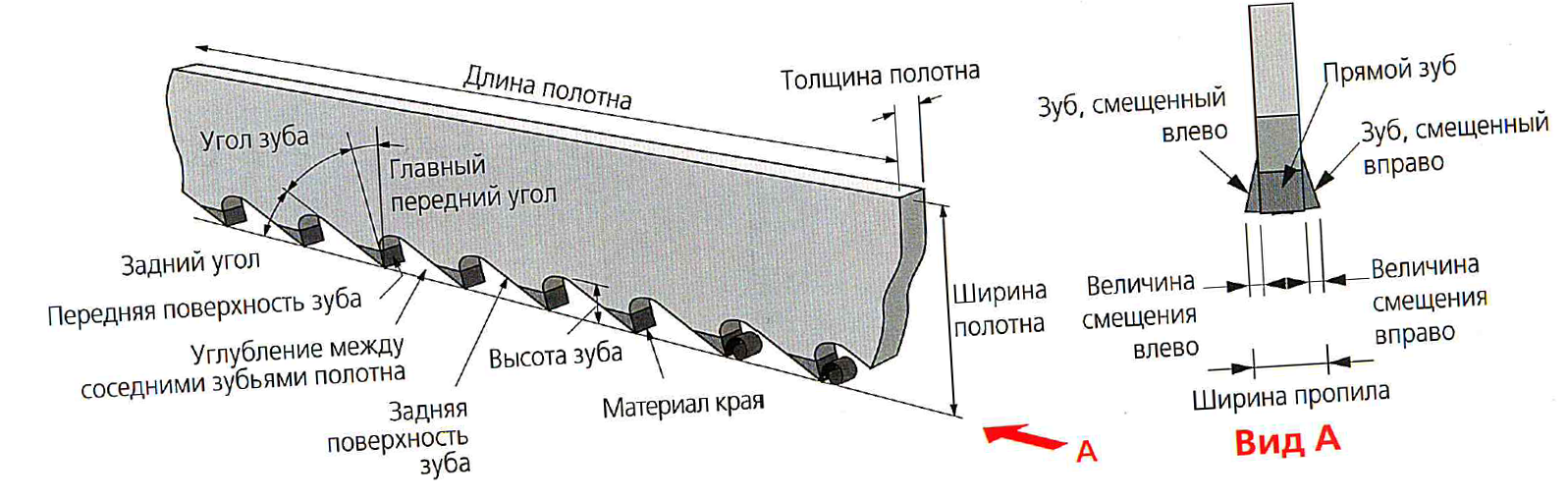
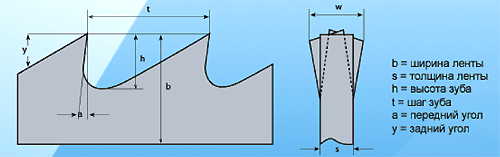
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
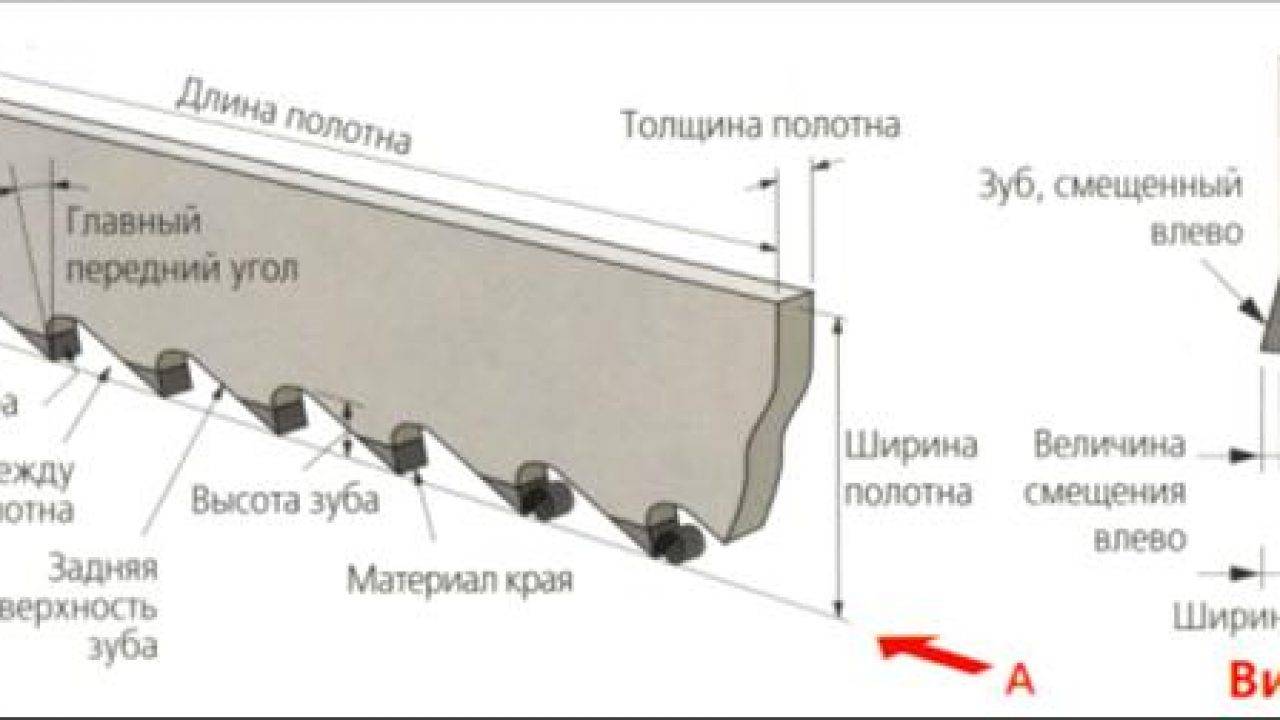
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
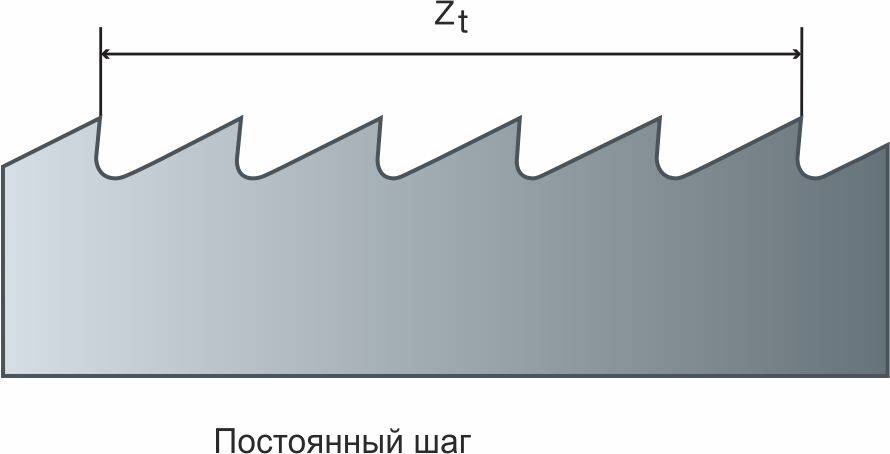
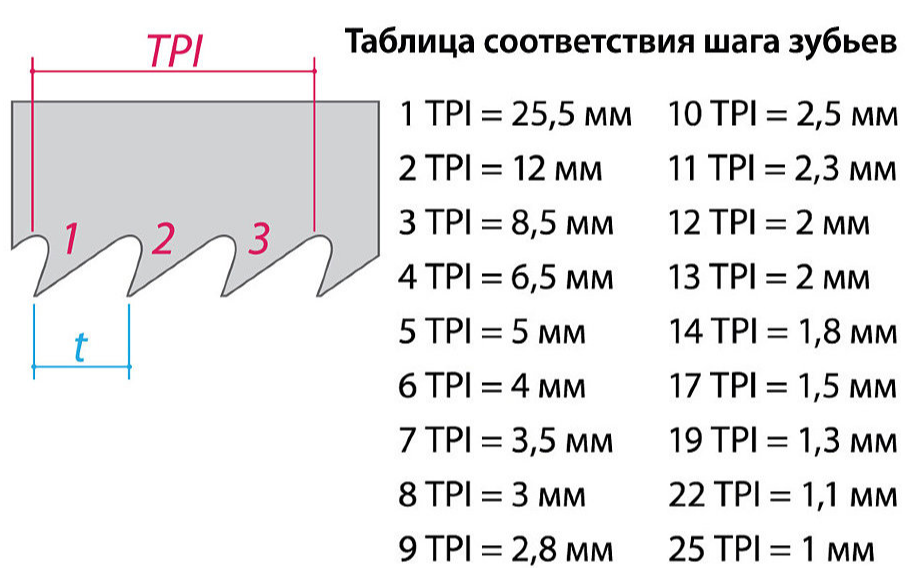
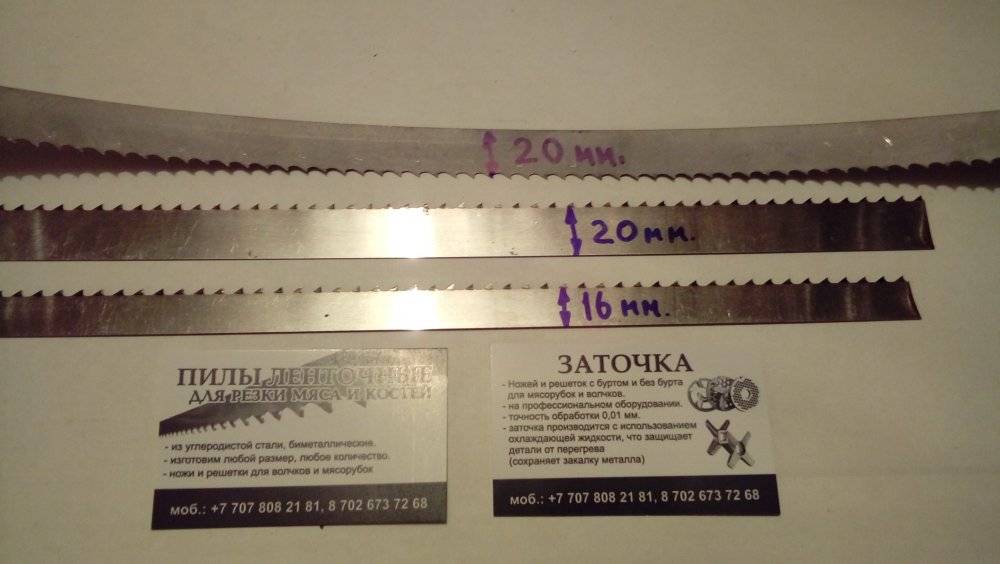
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной





Выбор полотна для ленточных пил по металлу
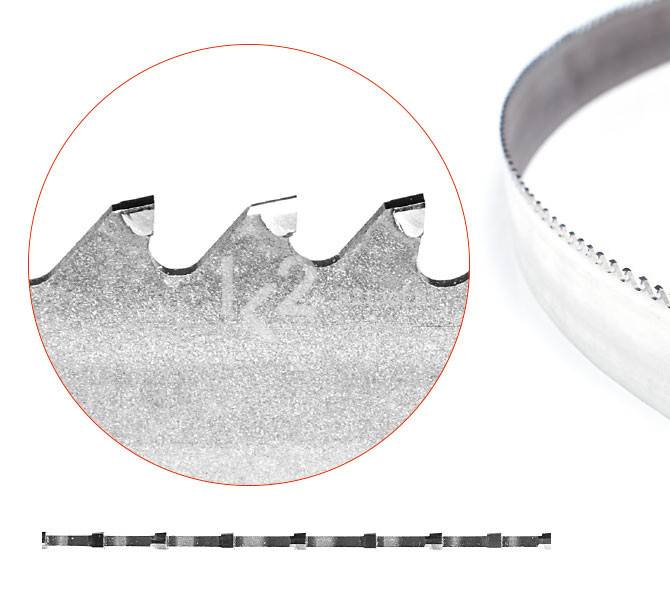
Режущее полотно для данного типа пил – это лента с определенным количеством зубьев, сваренная в виде кольца. Основу ленты изготавливают из рессорно-пружинной стали, имеющей высокие показатели упругости. К основе приваривается лента, изготовленная из быстрорежущей стали, на которой в дальнейшем происходит фрезеровка зубьев.
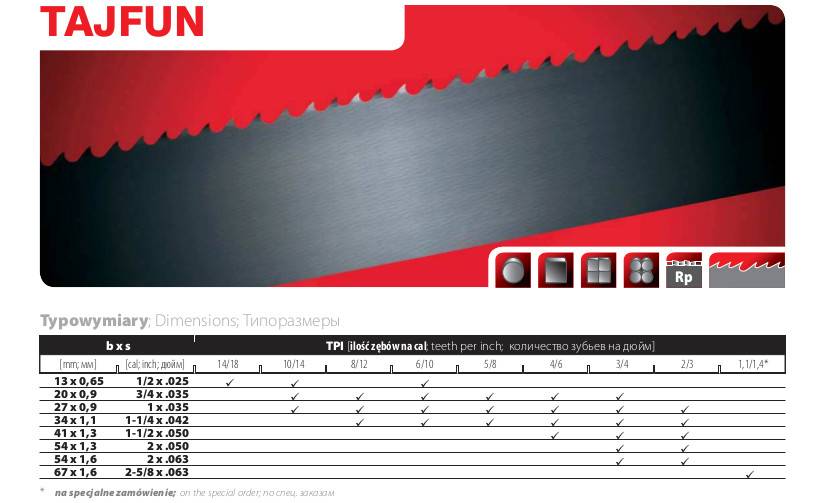
Каждая ленточная пила по металлу и не только имеет маркировку. К примеру, маркировка М42 20 х 0,9 х 2362, 8/12TPI, расшифровывается следующим образом:
- М42 – материл, из которого изготовлены зубья ленты;
- 20 – это значение обозначает ширину полотна, мм;
- 0,9 – толщина оснастки, мм;
- 2362 – длина окружности пильной ленты, мм;
- 8/12TPI – шаг зуба на пильной ленте, на дюйм.
Резцы могут быть изготовлены из других материалов, например, из М51, PQ, TSX и других. М42 отличается высокой износоустойчивостью и имеет твердость кромок резцов 67–68 HRC. Поэтому пилы из такого материала можно применять для резки стали с твердостью не более 45 HRC. Пилы с резцами из материала М51 более устойчивы к абразивному износу, чем упомянутые выше. Твердость кромки резцов у этих пил равняется уже 68 HRC, благодаря чему данной оснасткой режут нержавеющие стали, а также стали, отличающиеся высокой прочностью и жаростойкостью. Кроме всего, материал пилы М 51 позволяет резать толстые стальные заготовки, то есть детали с большим поперечным сечением.
Делая выбор ленточной пилы, следует уделять особое внимание не только материалу, из которого изготовлены резцы, но и их шагу, а также – геометрии
Шаг зуба
Это расстояние между кромками двух соседних резцов.
Совет! Шаг зуба следует подбирать в зависимости от типа металла, а также от скорости резания.
Большой шаг сильнее нагружает двигатель агрегата и дает плохое качество распила. Малый шаг резцов приводит к более длительному пилению, повышает энергозатраты, но дает чистый спил с гладкой поверхностью.
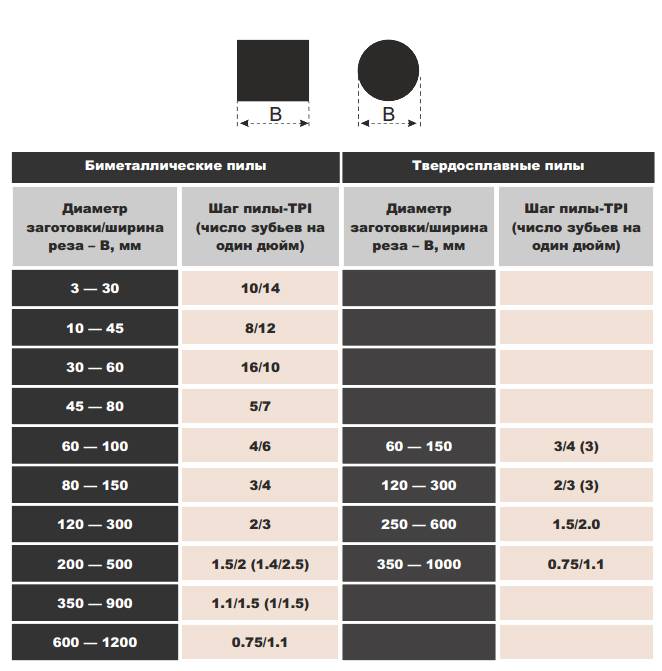
Для резки листового материала, труб (тонкостенных) и профиля следует выбирать полотно, имеющее минимальный шаг между режущими элементами (на 1 дюйм). Но если требуется распилить крупную заготовку из сплошного металла, требуется установить полотно с наибольшим шагом резцов. Чем меньше зубьев (на дюйм) будет иметь оснастка, тем более глубокую канавку они будут образовывать. Благодаря этому пропил меньше забивается стружкой. Также большой шаг зубьев на оснастке повышает производительность агрегата.
Высота зуба
Высота резца – это расстояние от нижней точкой впадины между зубьями до вершины режущего элемента. Благодаря наличию впадины удаляется стружка, образуемая при резке металла. Высота зуба должна быть достаточной, чтобы впадина не забивалась стружкой, и процесс пиления происходил без затруднений. К тому же, недостаточная высота зубьев вызывает перегрев полотна, вследствие чего на нем могут возникнуть микротрещины.
Передний угол зуба
Передний угол или угол заточки отвечает за степень зацепления полотна за материал заготовки. Большой угол заточки не позволит добиться высокой точности при резке металла. В то же время, малый угол позволяет обеспечить хорошее качество пропила, но при этом снижается производительность инструмента.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Технология резки
К главному достоинству работы с ленточной пилой можно отнести производительность и ряд операций недостижимых при использовании циркулярных станков и оборудования с возвратно-поступательным принципом действия. Возможность изменять вектор движения в процессе резки дает возможность обрабатывать криволинейные поверхности с высокой точностью. Ценное качество в столярном производстве, где при работе по дереву часто необходимо выполнить сложные по форме детали. Эффективны ленточные полотна и при распиле профилей, труб. По популярности применения подобное оборудование конкурирует с другими устройствами подобного класса. При повреждениях возможен ремонт, полностью восстанавливающий рабочие характеристики.
Принцип резки заключается в непрерывном движении режущего полотна из стали, сваренного в кольцо в специальном механизме. Это дает ряд преимуществ в работе. Прижимная сила направлена вниз, и отсутствие обратного хода делает необязательным при некоторых операциях дополнительное фиксирование детали. Часто при работе по дереву деталь удерживают в руках, и рез ведется по отметкам. Главным недостатком циркулярных пил, при всех их достоинствах, является невозможность выполнить криволинейный рез и отсутствие вертикальной его линии. Место распила всегда получается радиальным, повторяющим угол и диаметр диска. Лента лишена этих недостатков. Срез по всей длине и кромка получается строго вертикальный, перпендикулярный плоскости обрабатываемого материала. Способы резки зависят от модели ленточнопильного станка. Современные версии оснащены необходимым дополнительным оборудованием и оснасткой для автоматического или полуавтоматического режима работы.