Устройство и работа полуавтомата
Сварка металлических изделий может производиться разными способами, но во всех случаях используется электрическая дуга. Среди них очень популярны полуавтоматы, способные соединять любые металлы.
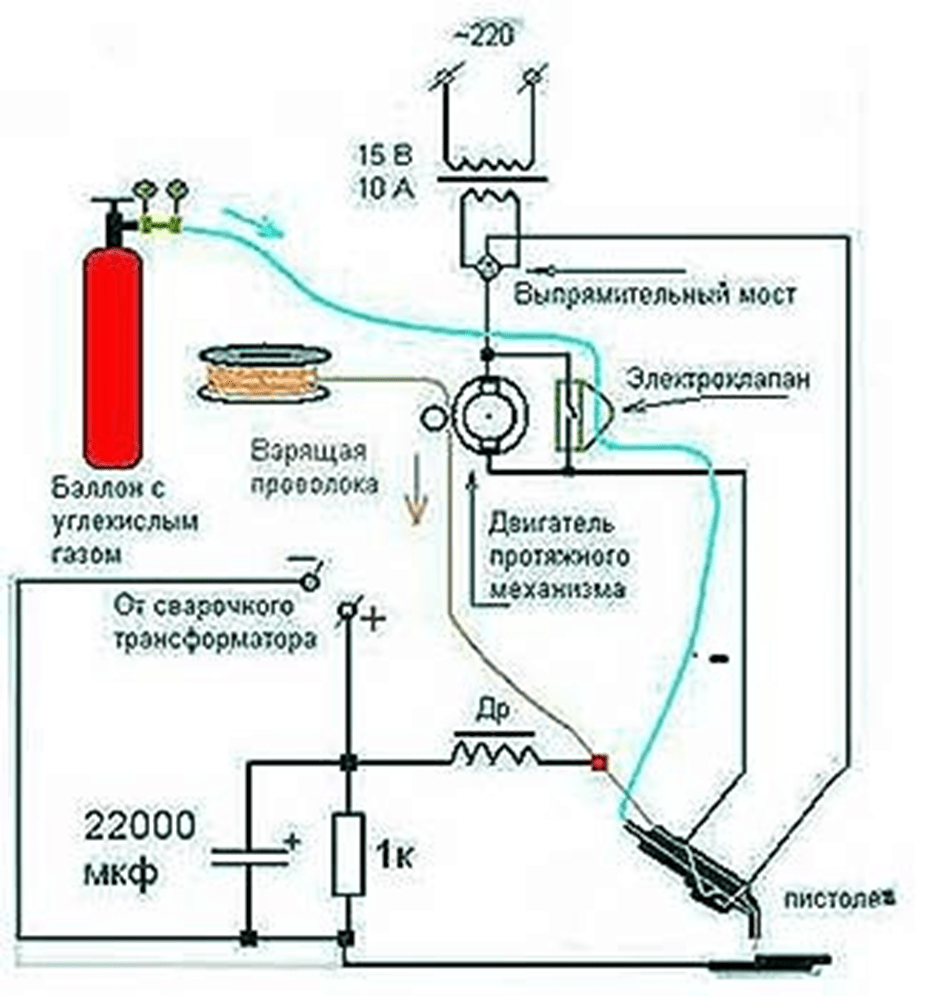
В своей работе полуавтомат из сварочного инвертора использует защитные газы, предотвращающие возникновение химических реакций в расплавленной среде. В некоторых моделях для этих целей служит углекислота, но в большинстве устройств применяются различные инертные газы – аргон, гелий и другие. Такая сварка известна под сокращенным названием МИГ или MIG — Metal Inert Gas welding.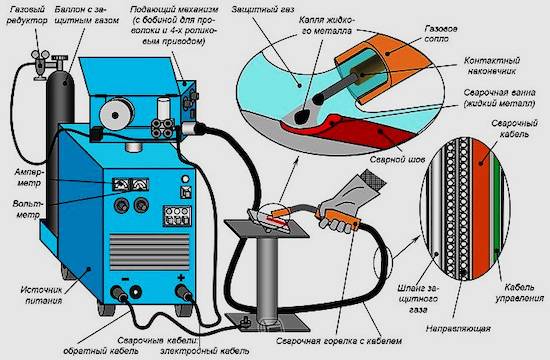 Основные детали и компоненты полуавтоматической сварки:
Основные детали и компоненты полуавтоматической сварки:
- Инвертор или трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электрические кабели и шланги необходимого сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.
Сварочная проволока изготавливается из разных металлов и по сути является плавящимся электродом. Она предварительно наматывается на барабан, а затем автоматически подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее диаметра и величины сварочного тока. При нажатии рукоятки возникает электрическая дуга, одновременно проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный металл и окислить его.
В этом случае функция газа аналогична защитному покрытию стандартного электрода, только для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все компоненты сварки – инвертор, барабан, газовый баллон создают некоторую громоздкость системы, отрицательно влияя на мобильность. Однако, данный недостаток перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения токсичных паров, электрическая дуга легко зажигается и удерживается, проволока расходуется в минимальном количестве, возможно соединение даже очень тонких металлических листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится более дешевый углекислый газ. Набор функций практически такой же, за исключением некоторых ограничений, касающихся свариваемых изделий. Профессиональные полуавтоматы могут работать в двух режимах – с углекислотой и с инертными газами. Регулировка тока выполняется в широком диапазоне, а диаметр проволоки может быть любым, в пределах 0,5-4,0 мм.
Подающий механизм

Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
- Купить полностью готовый механизм в сборе. Дорого, зато быстро.
- Купить только подающие катушки.
- Сделать все своими руками.
Если выбран третий вариант, понадобится:
- два подшипника, направляющий ролик, пружина натяжения;
- двигатель для подачи проволоки – подойдет мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник прижимной – он должен быть регулируемый, второй служит опорой для ролика. Принцип изготовления:
- на пластине делаются отверстия для вала двигателя и для крепления подшипников;
- мотор закрепляется сзади пластины;
- на вал надевается направляющий ролик;
- сверху и снизу закрепляются подшипники;
Подшипники лучше всего ставить на металлические полоски – один край прикрепляется болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Сделанный механизм, размещается в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е., чтобы проволока не переламывалась. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Устройство агрегата
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части. Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
Читать также: Сварка нержавейки простыми электродами
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
Электронный управляющий модуль
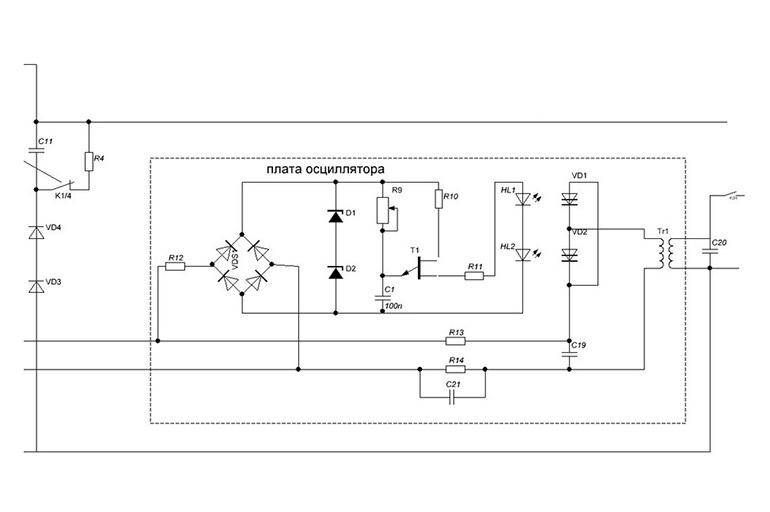
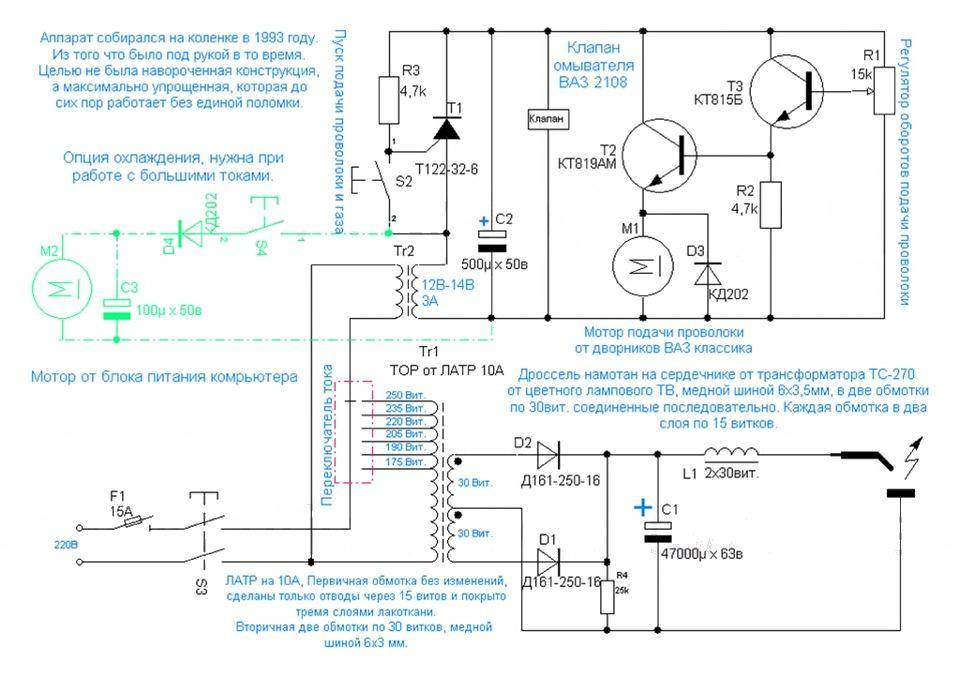
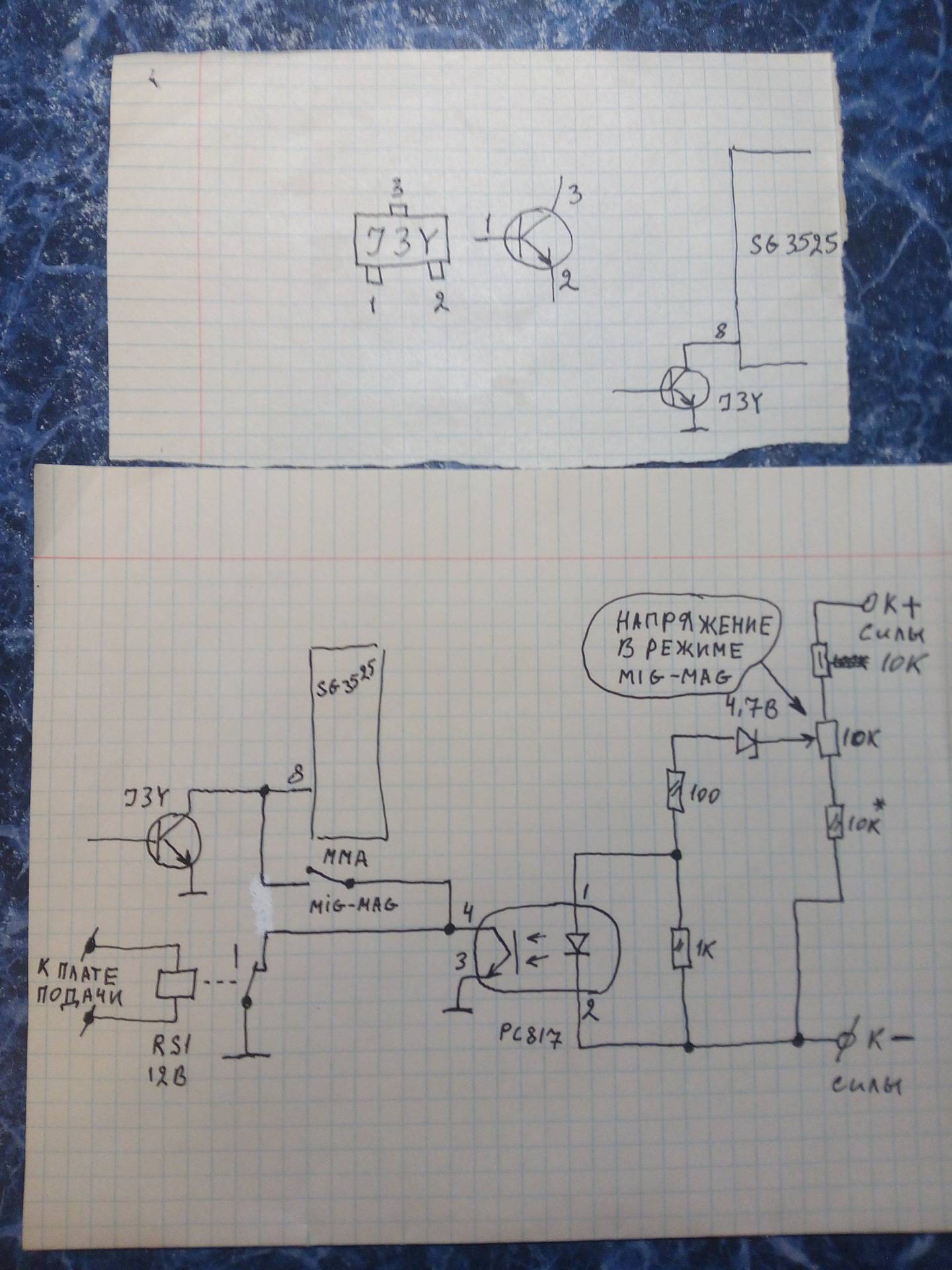
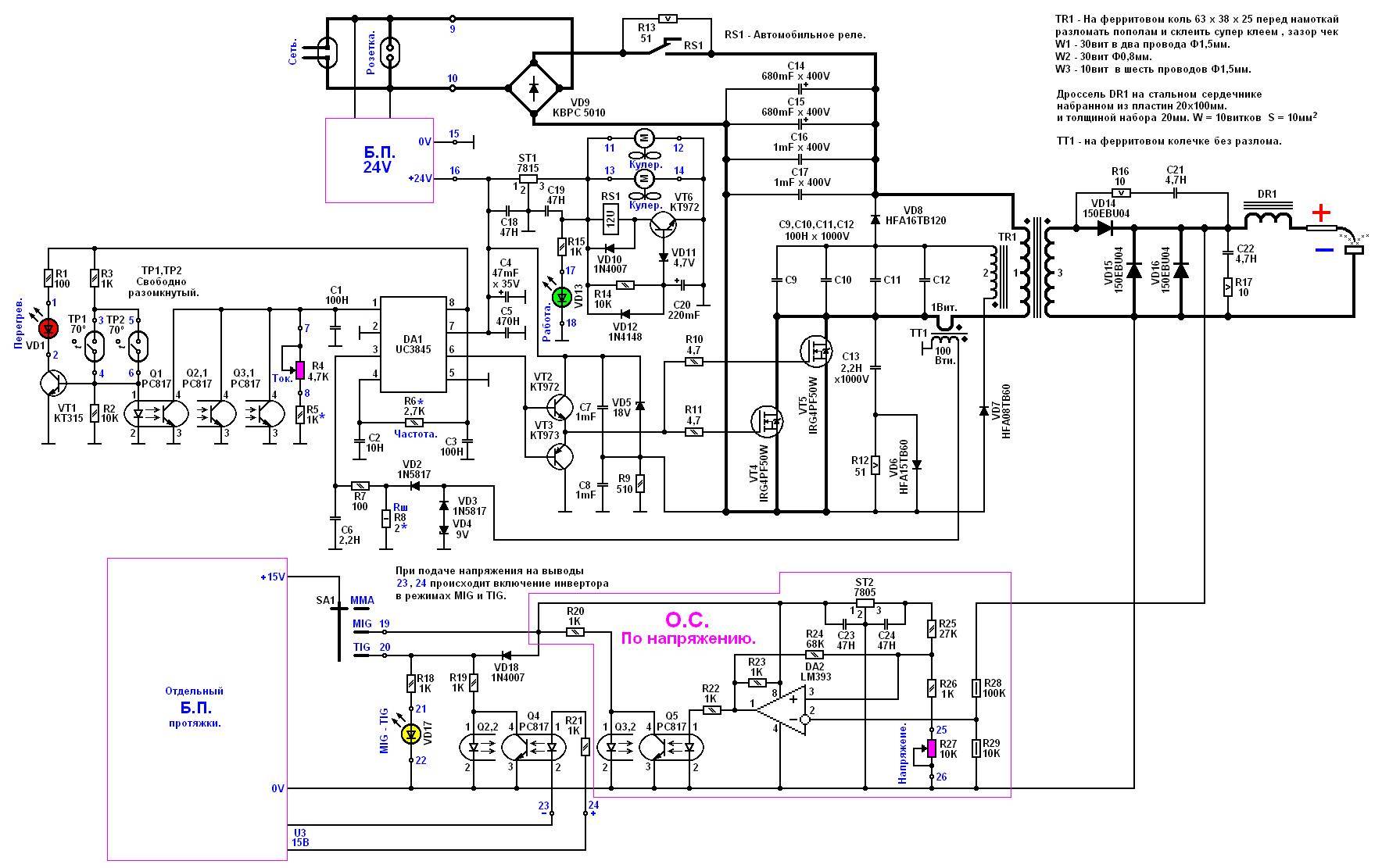
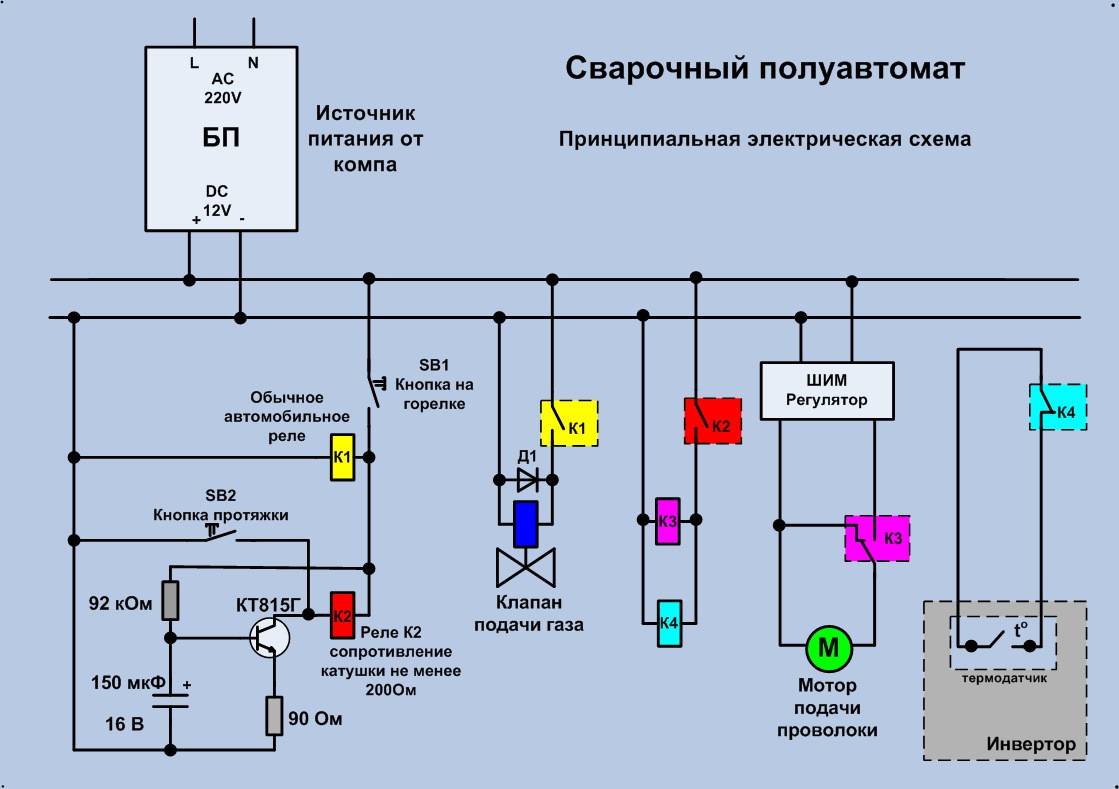
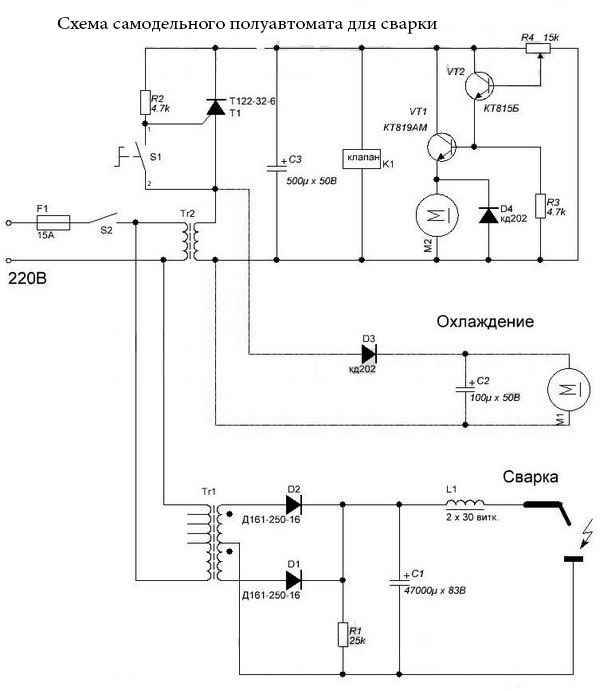
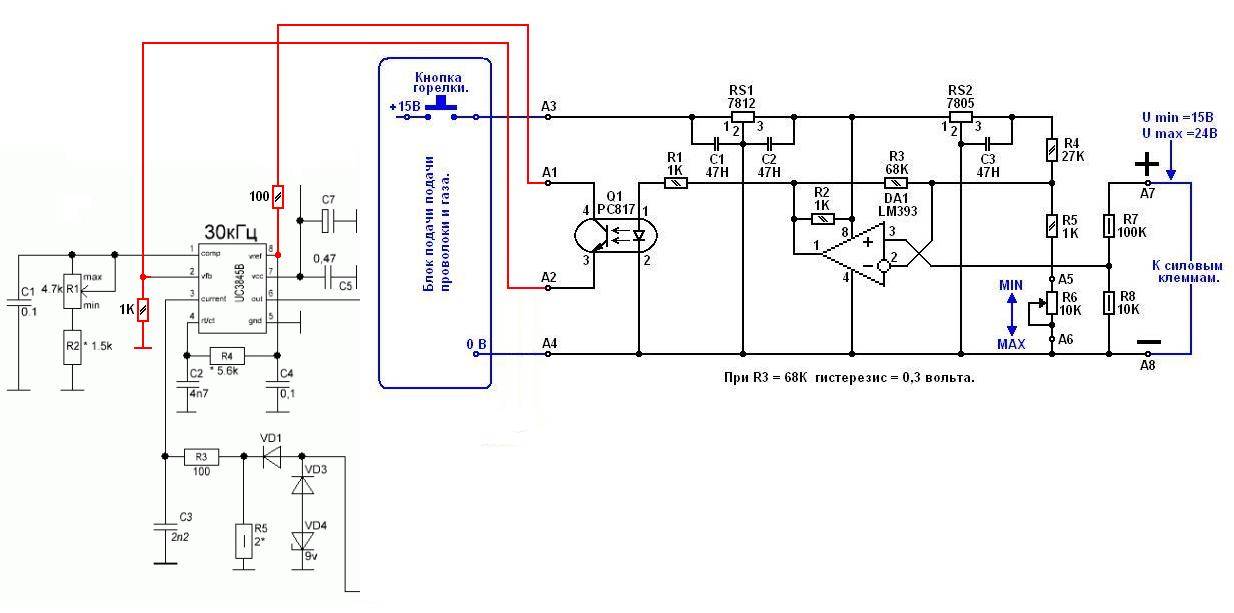
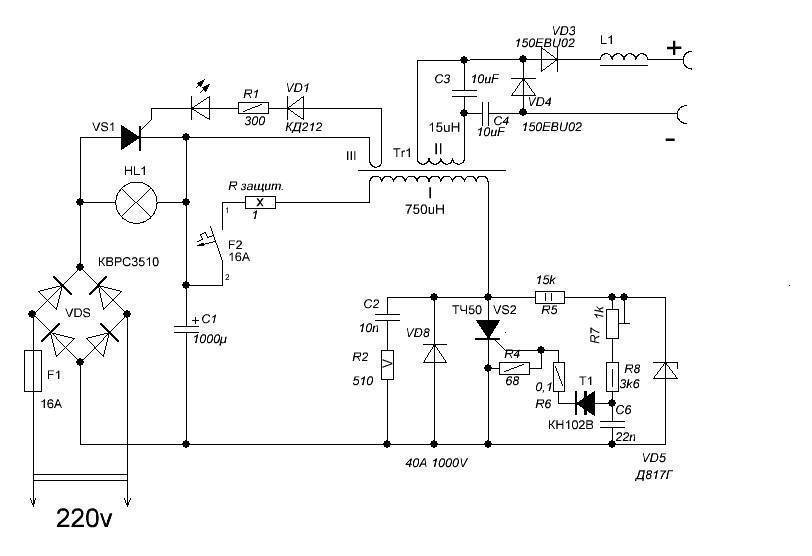
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
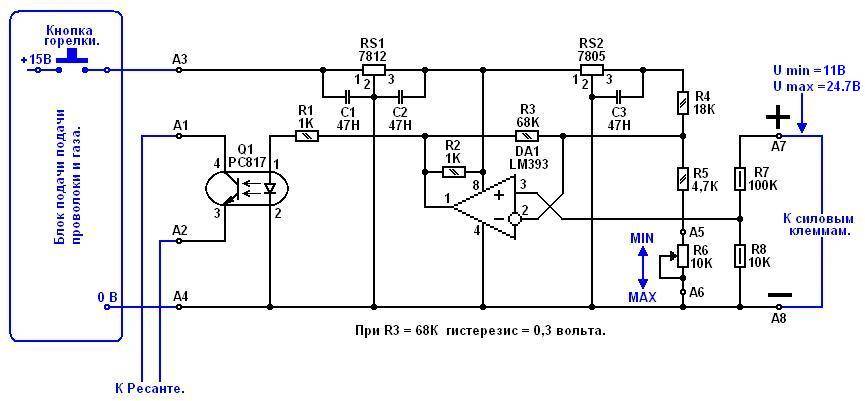
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
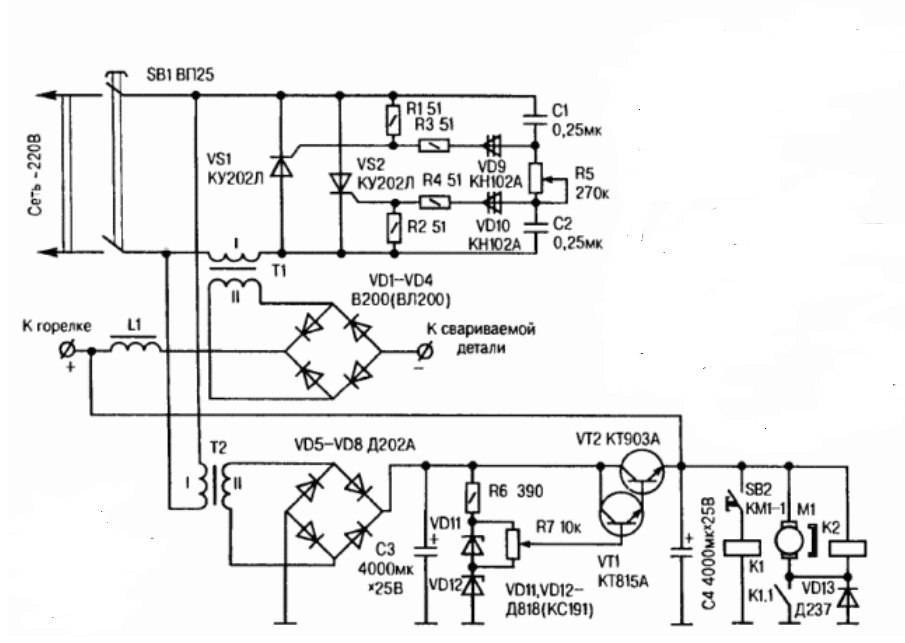
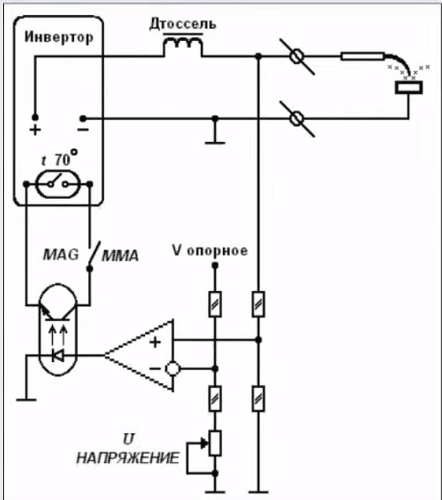
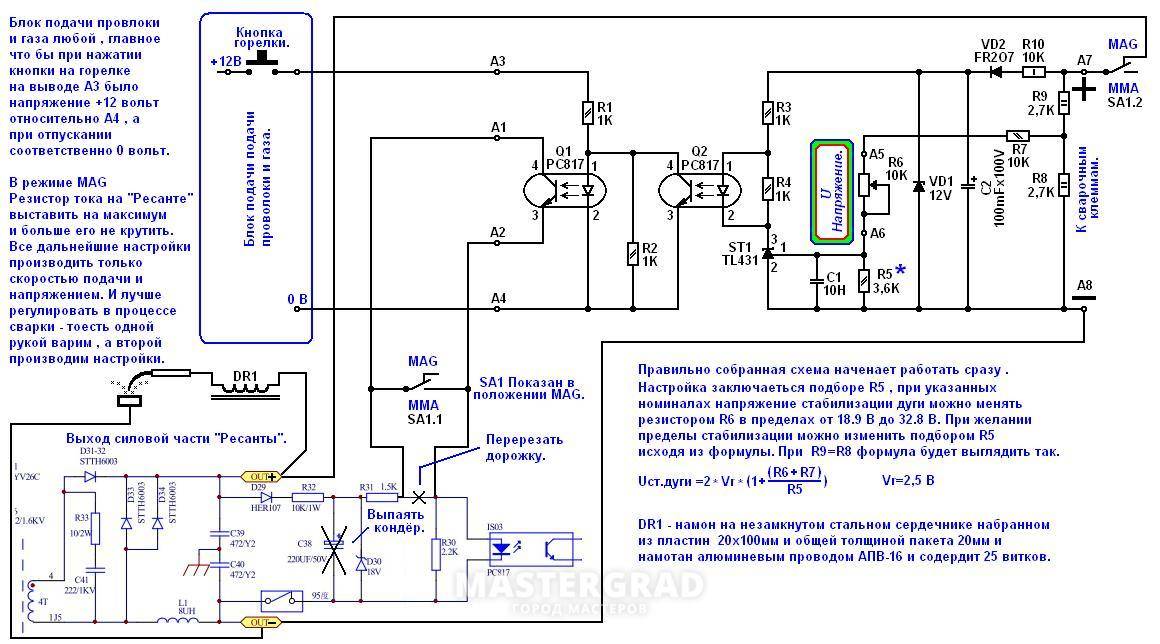
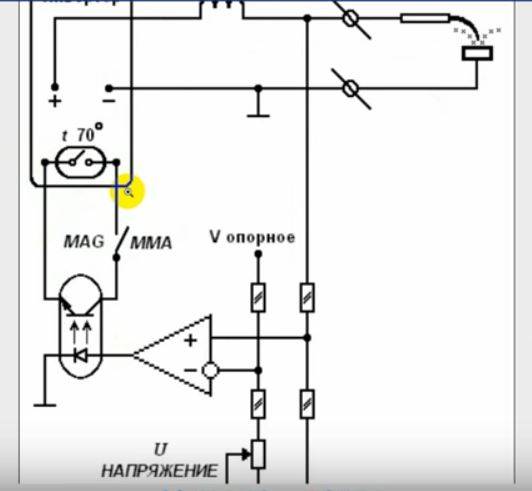
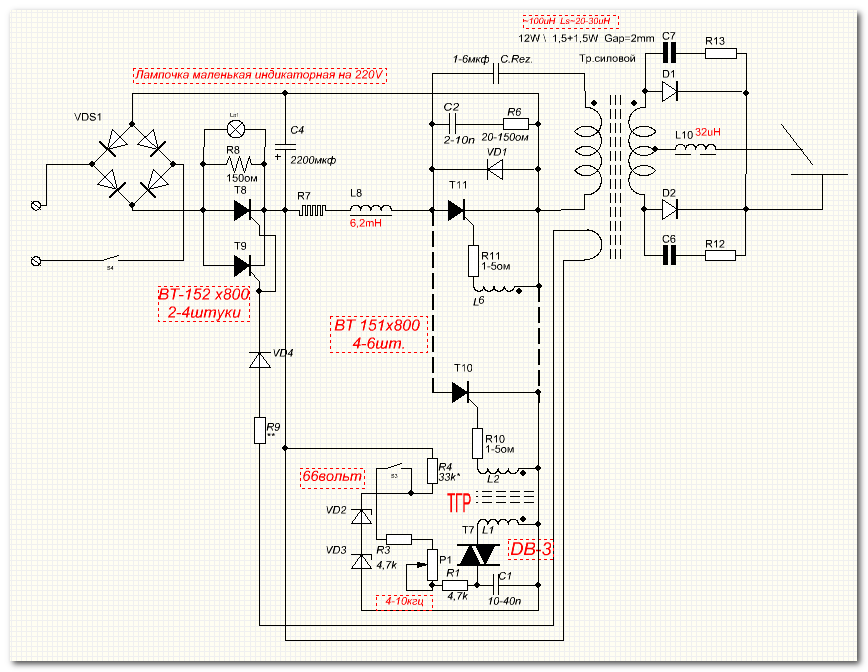
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям. Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке
Его схема приводится на размещённом ниже рисунке
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
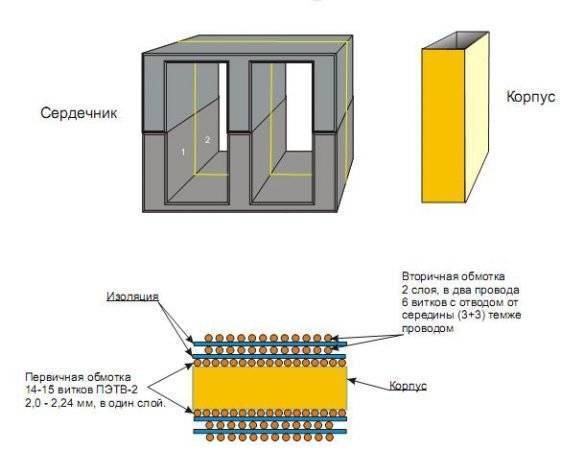
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Важно! Такие трансформаторы не могут наматываться обычным медным проводом толстого сечения, поскольку в режиме больших токовых нагрузок они будут сильно нагреваться. Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
Для этого необходимо будет проделать следующие операции:
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка.
Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа. Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22. Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться. Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Поэтапные работы
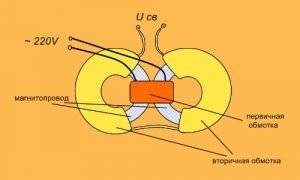
Если вы решили сделать такой инвертор своими руками, то стоит понимать, что это такой же трансформатор, что используется в микроволновой печи. Состоит он из двух катушек, на которые намотан изолированный медный провод. Одна из обмоток является первичной, а другая вторичной.

За счет того, что количество витков разное, ток подается на первичную катушку, а затем при помощи индукции во вторичной катушке, напряжение уменьшается, а сила тока возрастает в несколько раз.
Использовать сразу трансформатор из микроволновки нельзя, его необходимо переделать. Это объясняется тем, что в микроволновой печи он вырабатывает напряжение в несколько тысяч вольт, а чтобы работал сварочный аппарат, он должен быть намного меньшим.
Нам надо добиться, чтобы сила тока увеличилась, а напряжение уменьшилось. Надо учитывать, что если получится большая сила тока, то электрод будет гореть и портить металл, а при малом токе качество сварки будет плохим. Чтобы не выполнять ремонт оборудования сразу после его создания, необходимо правильно провести расчеты.
Перематывать своими руками необходимо вторичную обмотку, для этого сначала надо аккуратно снять старую обмотку
Наматывать необходимо повод, что покрыт эмалью, все надо делать осторожно, витки ложить один к одному и не повредить при этом первичную катушку. Говорить о толщине провода и количестве витков не будем, так как все зависит от того, какой трансформатор вы будете переделывать. После того как вы намотаете необходимое количество витков, все надо покрыть специальным токоизоляционным лаком
После того как вы намотаете необходимое количество витков, все надо покрыть специальным токоизоляционным лаком.
Подбираем корпус и соединяем катушки
Если вы делаете самодельный аппарат, вам необходимо подыскать для этого соответствующий корпус. В подобранный корпус надежно крепим один трансформатор за другим, после чего соединяют их первичные и вторичные катушки.
При создании инверторов, надо первичные обмотки соединять параллельно, а вторичные последовательно. Такая конструкция позволит получать ток под нагрузкой около 60А, а напряжение на выходе около 40 В, этого достаточно, чтобы выполнять сварочные работы по дому.
Создаем систему охлаждения
Во время работы инверторов они сильно нагреваются, поэтому их надо хорошо охлаждать. В данном случае придерживаемся такой схемы: по обеим бокам корпуса, напротив трансформаторов, устанавливаем вентиляторы, их можно взять из старого компьютера, установить надо так, чтобы они работали на вытяжку.
Чтобы обеспечить не только удаление теплого воздуха, но и поступление свежего, в корпусе своими руками надо сделать несколько десятков отверстий. Кабель можно приобрести в магазине, а держак можно сделать своими руками или тоже приобрести уже готовый.
При создании полуавтомата, вам понадобится баллон для газа. В этом случае, можно использовать, например, баллон от старого углекислотного огнетушителя или приобрести готовый баллон в магазине.
Особенности рабочего процесса

Освоить работу с полуавтоматической сваркой не так сложно, как может показаться. После прочтения этой статьи с ней справиться даже неопытный сварщик.
Начнем с того, как устроена горелка. Горелка состоит из двух механизмов которые одновременно обеспечивают подачу защитного газа и проволоки.
Первую можно регулировать самостоятельно, однако вторая осуществляется в полуавтоматическом режиме (так и появилось соответствующее название). Из-за этого у сварщика задействована в работе только та рука, которая удерживает горелку.
Вернемся к подаче защитного газа в сварочную точку. Смесь газов окружает конец проволоки и верхний слой материала, и в этой среде возникает электроразряд, который плавит заготовку с проволокой.
Размягченный металл перемешивается с проволокой, и после этого можно делать сварочный шов.
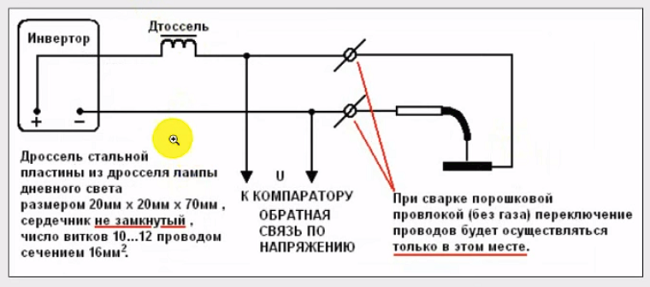
Во время сварки вы не сможете обойтись без проволоки. Газ тоже необходим, поскольку он предотвращает попадание в ванну кислорода. Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Контроль правильности выполнения работ
Чтобы прибор смог прослужить максимально долго, важно постоянно следить за температурным режимом, в котором работает инвертор. Для этого следует одновременно удерживать 2 клавиши
На индикаторе отобразится температура самого горячего радиатора. Нормальное значение – до 75°C.
Если показатель превышает допустимый, прибор начнет издавать непрерывный звуковой сигнал, сообщая о необходимости остановить работу. При подобном развитии событий электронная схема уменьшит рабочий ток до 20А, а звуковое оповещение будет продолжаться до возобновления нормального температурного режима.
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.

Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.

Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.

Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
Простота и надежность техники.
- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Модернизация устройства

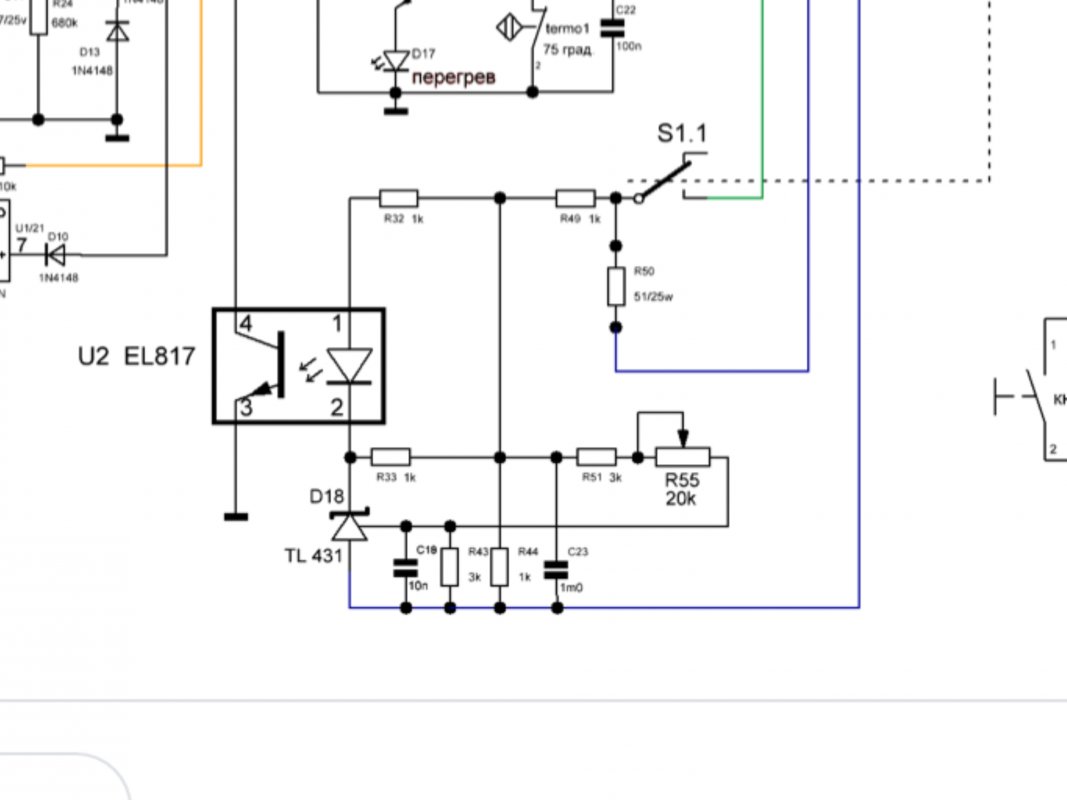
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
Способы создания и алгоритм действий
Если под рукой есть старый инвертор, сборка полуавтомата не займет много времени. Также можно изготовить эффективное устройство из трансформатора.
Из инвертора
Чтобы переделать инвертор в устройство для сварки, нужно подготовить:
- Средство подачи тока и присадочной проволоки.
- Горелку для формирования газовой среды.
В качестве фиксатора для электродов можно использовать пистолетную рукоять. Проволока будет перемещаться по каналу рукава, который соединяет горелку с оборудованием. Инверторная система должна фиксировать постоянное выходное напряжение.
Подготовленный инвертор нужно слегка переделать. Для этого следует обернуть его трансформатор медной проволокой и термобумагой. Использовать жилу с недостаточной толщиной нельзя, поскольку она будет нагреваться в процессе работы аппарата.
Вы можете легко переделать инвертор в устройство для сварки.
Вторичная обмотка требует дополнительной защиты 3-слойной жестью. Для повышения токопроводимости нужно спаять концы. В качестве источника питания подойдет готовый сварочный инвертор, который следует подключить к корпусу с другими компонентами.
На этапе создания механизма подачи следует учитывать виды и параметры расходного материала. Готовые детали продаются в магазинах электротоваров.
Кроме того, можно изготовить механизм своими руками, используя для этого электромотор от дворников автомобиля, прижимной вал с пружиной, 3 подшипника и металлические пластины шириной 1 см. Все детали следует закрепить на текстолитовой подставке толщиной 5 мм.
Узел горелки относится к расходным материалам со сроком службы не больше 1 года. Принцип действия разных приспособлений идентичный.
В конструкции горелки присутствуют такие части:
- Опора с рукоятью.
- Сопло.
- Крепежные элементы.
- Наконечники.
Детали устройства подвергаются нагреву во время сварки. Под особым воздействием высокой температуры оказываются наконечник и сопло. Материал их изготовления определяет срок службы.
При переделке инвертора важно правильно подключить управляющий элемент, который обеспечивает сохранение и преобразование тока. Кабель питания следует подсоединить к клапану подачи газа и вытяжки проволоки
Для этого нужно установить инвертор с выпрямителем.
При переделке важно подключить управляющий элемент. После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
- Подключить инвертор к блокам питания и управления.
- Заправить устройство проволокой и убедиться в том, что она равномерно распределяется по поверхности.
- Соединить горелку с рукавом, который подключается к баллону. Запустить инвертор и оценить подачу газа.
- Установить преобразователи на радиаторах.
- В зоне наибольшего нагрева закрепить термодатчик, который будет деактивировать систему в случае перегрева.
- Подсоединить силовые компоненты к блоку управления.
- Включить аппарат в сеть, проверить выходной ток (он не должен составлять больше 120 А).
Из трансформатора
Если под рукой есть ненужный сварочный трансформатор, можно превратить его в полноценный полуавтомат. Устройство с постоянным током и встроенным выпрямителем не нуждается в доработке. Модель с переменным напряжением придется переделать.
Для предстоящей сборки нужно подготовить:
- Узел подачи присадочной проволоки.
- Устройство генерации сварочного тока.
- Блок питания.
- Горелку.
- Опорные механизмы.
- Зажимы.
- Рукава.
Из трансформатора можно сделать полноценный полуавтомат.
В качестве источника питания может использоваться трансформатор. Он определяет мощность и производительность всей системы. Корпус можно изготовить из ящика или короба подходящего размера. Лучше выполнить его из пластика или металлических листов. В корпусе должны находиться трансформаторы, которые подключаются к первичной и вторичной обмотке.


Изготовление самодельного полуавтомата в домашних условиях
Сборка сварочного полуавтомата своими руками на базе инвертора является предпочтительным вариантом. Сварочное устройство пригодно для создания неразъёмных соединений из чёрного металла и коррозионных сталей.
Источник питания станет основной расходной статьёй. Инвертор представляет собой электротехническое устройство по преобразованию напряжения в сторону понижения, с изменением величины тока до уровня возникновения сварочной дуги. По факту это генератор напряжения со сглаженной синусоидой.
Обязательные узлы устройства:

- Источник тока, состоящий из высокочастотного трансформатора и выпрямителя.
- Электронный модуль регулировки и управления процессом.
- Подающий проволоку механизм и бобина.
- Баллон и шланг подачи инертного газа.
- Горелка.
Самостоятельное изготовление не избавит умельца от покупки готовых элементов. Сбалансировать процессы преобразования электроэнергии, скорость подачи присадочного материала из разрозненных случайных компонентов затруднительно. Подача проволоки жёстко завязана с силой тока. Активность дуги определяет ампераж.
Силовой трансформатор
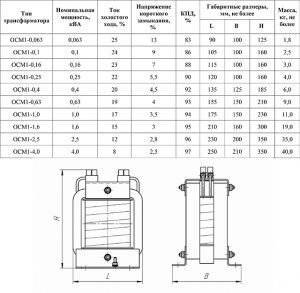
Опробован и показал результативную работу модернизированный 1-киловаттный ОСМ-1. Каркас катушки усиливается текстолитовой прокладкой толщиной 2 мм. В щеках выфрезеровывается прямоугольное окно 87х51,5 мм.
Провод на первичную обмотку подбирается с усиленной изоляцией, предпочтительно стекловолокном, Ø1,8 мм. Как вариант — используют эмалированный провод ПЭВ, ПЭТВ. Намотка ведётся с равномерным натяжением.
Катушку с эмальпроводом пропитайте лаком путём длительного (6–10 часов) замачивания.
Плотность укладки гарантирует помещение 224 витков (164+15х4) с прокладкой изоляции на каждый слой. Можно по старинке пользоваться термической бумагой, но тонкая стеклоткань надёжнее.
На вторичную обмотку берётся алюминиевая либо медная шина в стеклоизоляции. Расход — в пределах 8 м. Выпускается монтажный конец 30 мм, укладывается 19 витков, формируется замкнутая петля под винт М6, добавляются очередные 19 витков.
Планируете использовать сварочное устройство на крупных деталях с увеличением силы тока – добавьте на каждое плечо вторички по 3 витка.
Тестируем трансформатор в сборе. Номинал тока холостого хода — 0,5 А, напряжение на вторичной обмотке оптимально в пределах 19–26 В. Первая деталь устройства полуавтомата изготовлена.
Полуавтомат из инвертора
Полуавтомат из сварочного инвертора получим после доработок. Трансформатор обматывается 2 слоями медной шины с изоляцией рядов термобумагой, стеклотканью или фторопластовой лентой.
На вторичную обмотку делаем добавление 3 слоёв нелегированной стальной ленты в надёжной изоляции. Обе части обмотки спаиваются между собой. Токопроводность обмотки возрастает.
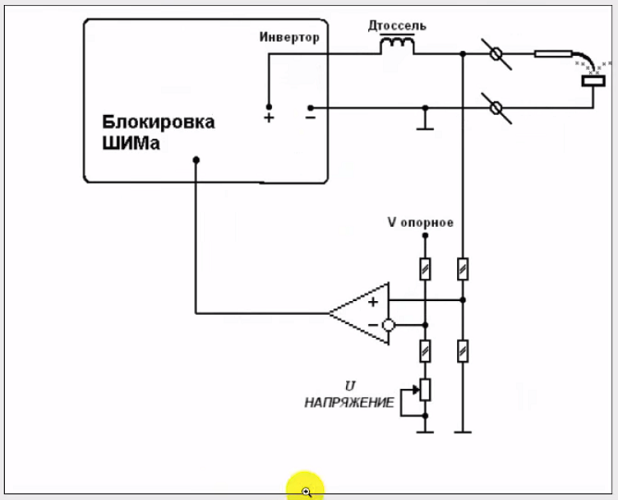
Профессиональное сварочное устройство получим после модернизации. Вольт-амперная характеристика инвертора неустойчива, плавает. Добиваемся выдачи на выходе постоянства напряжения.
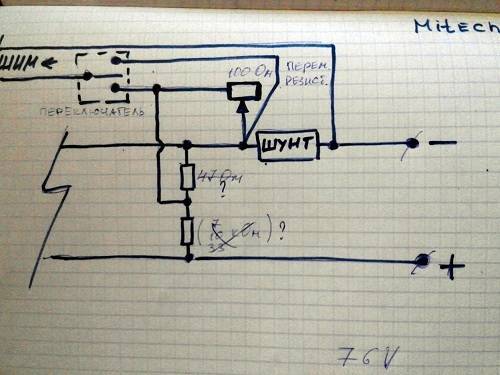
Постоянные резисторы устанавливаются перед шунтом управления сварочным током. Получаем стабильность напряжения на выходе. Неудобство усложнения корректировки дуги устраняет переменный резистор на выходе из шунта.
Настройка регулировки напряжения дуги – привилегия профессиональных сварочных полуавтоматов. Сварщик получает выбор при переключении тумблера в режим жёсткого управления током либо напряжением.
Дроссель
Для намотки дросселя пригоден трансформатор на 0,4 кВт ОСМ-0,4. Берём эмальпровод Ø1,5–1,8 мм, Наматываем 2 слоя с прокладкой изоляции. Поверх ложатся 24 витка алюминиевой либо медной шины с выпуском концов под монтаж. Сердечник собирается с зазором 1 мм. Точность и надёжность обеспечит текстолитовая прокладка.